 :+86-13012867759
:+86-13012867759  :export86@sino-stainless-steel.com
:export86@sino-stainless-steel.com
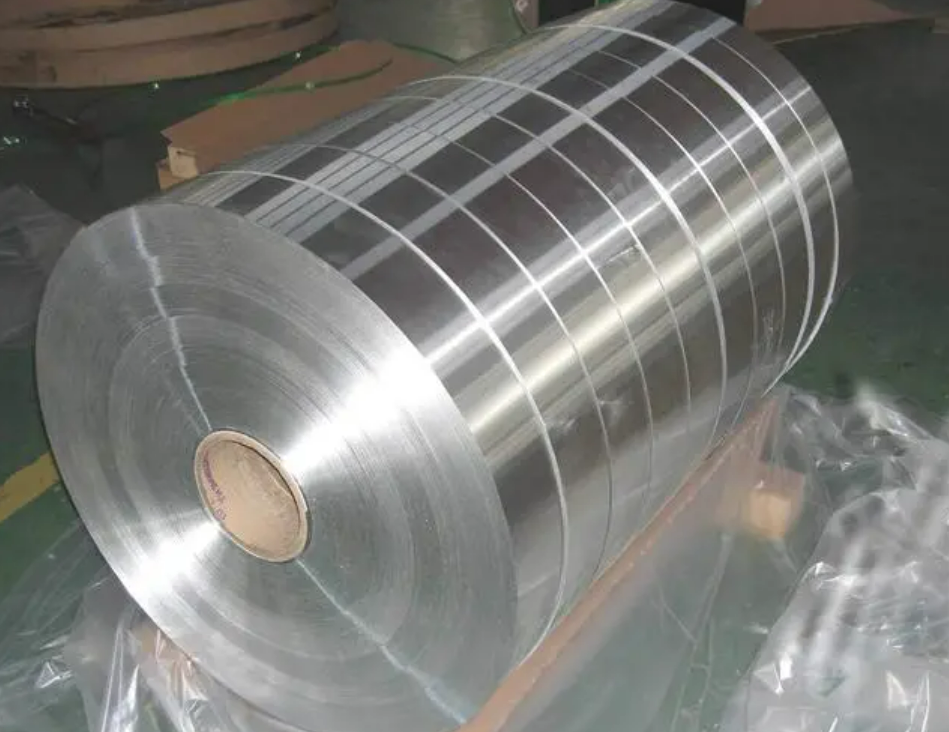
With the rapid development and transformation of communication, electronic, and office automation equipment, user requirements for stainless steel strips are becoming increasingly stringent. Unlike conventional stainless steel sheets, precision stainless steel strips typically refer to strips with a thickness of less than 0.3mm. As a high-end product in the field of stainless steel strips, precision stainless steel strips have excellent strength, precision, surface roughness, and other properties, and are widely used in electronic stamping parts, optical cables, diamond blades, light-blocking materials, and the like. In this post, we’ll take a close look at the manufacturing process and features of the cold-rolled precision stainless steel strip.

Currently, the main production processes for precision stainless steel strips include cold rolling, bright annealing, and finishing.
Precision Stainless Steel Strip Rolling Process
The performance requirements of precision stainless steel strips for extreme thinness, high strength, and high precision place high demands on the rolling process. Conventional rolling processes cannot meet the production of precision stainless steel strips.
Currently, the 20-roll rolling machine is mainly used to produce precision stainless steel strips, and its complete production process includes cold rolling, annealing, and finishing. In the rolling process, attention should be paid to selecting an appropriate reduction system, tension system, speed system, and roll shape. To improve the production capacity of the rolling mill, while fully utilizing the main drive power of the rolling mill and the front and rear coilers, it is necessary to maximize the reduction rate in each pass to reduce the number of rolling passes.
Tension can reduce rolling pressure, improve plate shape, and stabilize the rolling process. The rolling process of a 20-high mill generally uses high tension and should be adjusted according to the plate shape at any time. When there are waves in the middle of the material, the tension should be reduced to prevent pulling the edge or breaking the strip. When the strip produces side waves, the tension can be appropriately increased.
Within the speed range allowed by the mill, the highest possible rolling speed should be adopted to improve the production capacity of the mill. At the same time, when the rolling speed increases, the rolling pressure decreases accordingly. During the first pass of rolling, a lower rolling speed is generally used.
Cold Rolling Equipment
Based on the rolling principle, the maximum pressure condition should use the work rolls with the smallest possible diameter, and to achieve this goal, multi-roll rolling mills such as 6-roll, 12-roll, and 20-roll rolling mills have been developed. Among them, the 20-roll rolling mill is the preferred equipment for producing precision stainless steel strips due to its high rigidity and small elastic flexural deformation of the work rolls.
Thickness and Shape Control
To maintain good consistency in the thickness of the rolled strip and eliminate the influence of the incoming material thickness, the most reliable method is to add feedforward control to the traditional control mode. Based on the measured change in strip thickness, the delay controller adjusts the roll gap to ensure that the final rolled strip thickness remains constant.
In the AGC control system of traditional roller mills, product thickness accuracy is achieved by repeated calculations by the feedback system. In modern AGC control systems, based on trigonometric principles and automatic roller management systems, geometric calculations of the roller system are solved, as well as position setting.
In modern roller mills, AGC control calculates the set position of the support roller eccentric wheel based on the actual size of the working roller to keep the working roller at zero position. This method avoids accidents caused by reverse adjustment during manual adjustment.
In terms of shape control, a series of advanced shape-control technologies have been developed internationally in the past 20 years. By using certain roll profiles with bending, shifting, and other technologies, the increasingly stringent requirements of users for shape quality accuracy have been met. Two shape measurement rolls are installed at the inlet and outlet of the rolling mill, and numerous pressure sensors are installed along the axial direction of the shape measurement rolls.
The strip is pressed on the shape measurement rolls during the rolling process, so the output signal of the pressure sensors in the shape measurement rolls changes with the strip shape. These signals are comprehensively processed by the shape control system and then act on the hydraulic valve, and the movement of the hydraulic valve adjusts the support roller eccentric slightly. At the same time, these signals also control the transverse movement of the first intermediate roll, so that the strip shape is effectively controlled.
Tension Control
The tension control system of the 20-roll rolling mill adopts a mixed control method of indirect tension and direct tension. When the steel strip is engaged by the coiler tongs and enters the coiler, the indirect tension control is carried out by the speed control system, which is a three-loop speed/current/voltage control system.
As the low-speed creeping speed of the coiler is generally 5%-10% higher than the creeping speed of the main rolling mill, the steel strip is quickly tensioned. When the tension value reaches 70%-80% of the set value, the system automatically switches to direct tension control, and the tension regulator is put into operation to achieve three-loop control of tension, current, and voltage.
Roll Shape Adjustment Mechanism
The roll shape adjustment mechanism of the 20-roll rolling mill includes AS-U convexity adjustment for the support roll, a movable intermediate roll with a conical end. The AS-U convexity adjustment passes through two intermediate rolls, and the first intermediate roll is transmitted to the working roll. Therefore, this adjustment method has a small influence on the roll shape of the working roll, and can only make a small adjustment to the roll gap, increasing convexity and causing the central part of the strip to extend more, and reducing convexity and causing the edge part of the strip to extend more.
However, for more complex shape defects such as quarter-scale camber, the AS-U convexity adjustment effect is small. The first intermediate roll has a conical end and can be moved axially, effectively eliminating the influence of the working roll end deflection on the strip edge wave. Axial movement of the first intermediate roll not only has a large effect on the edge part of the strip deformation but also has some effect on the central part of the strip extension.
Heat Treatment and Finishing Process
The heat treatment process of precision stainless steel strips is the same as the heat treatment process of ordinary stainless steel plates. The typical heat treatment process for 300 series austenitic stainless steel is solution treatment. In the heating process, the carbides dissolve into the austenite, heated to 1050-1150°C, properly held at a short time, so that the carbides are completely dissolved in the austenite, and then quickly cooled to below 350°C, resulting in a supersaturated solid solution, i.e. uniform one-way austenitic structure. The key to this heat treatment process is rapid cooling, requiring cooling rates of up to 55°C/s, quickly passing through the temperature range of post-solidification of carbides (550-850°C).
The holding time should be as short as possible, otherwise, the grains will become coarse and affect the surface finish. 400 series ferritic stainless steel has a lower heating temperature (around 900°C) and is often slow-cooled to obtain an annealed softened structure. Martensitic stainless steel can also be treated by segmented quenching and tempering.
Another key issue in the heat treatment of cold-rolled stainless steel strips is the requirement for uniform microstructure in both the width and length of the entire strip. The Muffle-type bright annealing furnace uses large-size muffle tubes, and the heating air flows uniformly in a spiral manner from the outside of the muffle tube, ensuring uniform heating of the strip.
To ensure uniform microstructure along the length of the strip, it is necessary to maintain a constant linear velocity of the strip in the heating furnace. Therefore, modern vertical bright heat treatment furnaces are equipped with precision adjustable roller tension adjusting devices at both the inlet and outlet. These devices not only meet the heat treatment speed requirements by adjusting the strip speed at the inlet and outlet, regardless of whether the looping quantity is empty or full but also establish and precisely adjust the small tension of the strip according to its shape condition to meet the requirements for shape control.
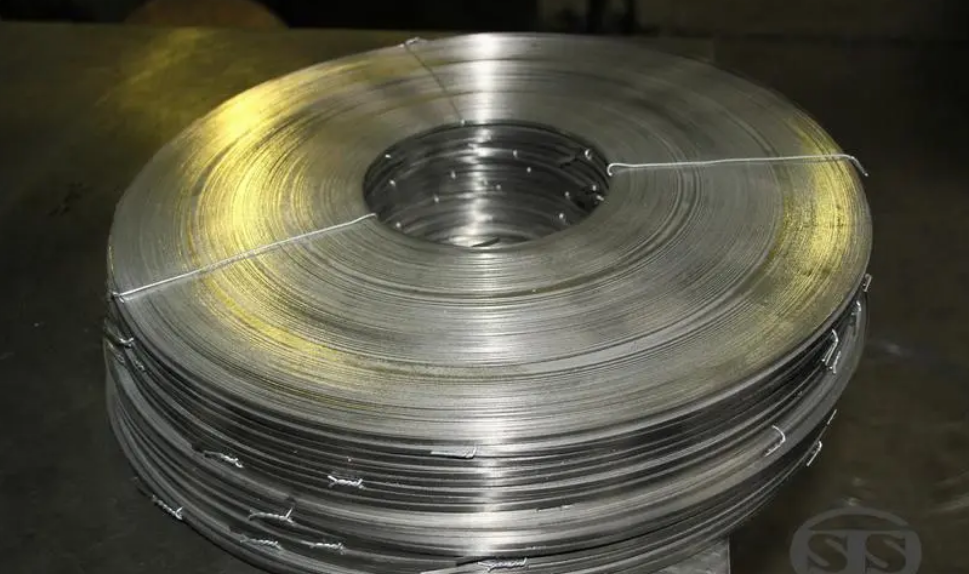
The finishing of precision stainless steel strips mainly includes tension leveling and longitudinal cutting. After annealing, to obtain good shape, machining performance, and deep drawing performance, the strip usually undergoes a stretching and leveling unit, which operates by combining stretching and continuous alternating bending to produce plastic elongation and correction of the strip.
The strip can eliminate defects such as center wave, quarter wave, edge wave, longitudinal bending, and transverse bending through the stretching and leveling process, but the brightness is reduced by 1%. The flatness accuracy of the finished strip after stretching and leveling can reach 1% of the incoming flatness. To trim and slit wide strips into finished narrow strips, longitudinal cutting machines are commonly used.
Nowadays, many new technologies have been developed for longitudinal cutting machines, such as automatic adjustment of the cutting tool insertion and axial clamping, quick change systems for scissors that reduce changeover time by 50% compared to conventional methods, and vacuum technology for safe transportation, automatic cutting of strips, and prevention of any damage to the strip surface.
Cold-rolled Precision Stainless Steel Strip Supplier
Thank you for reading our article and we hope it can help you to have a better understanding of the cold-rolled precision stainless steel strip. If you want to find more information about cold-rolled precision stainless steel strips, we advise you to visit Sino Stainless Steel for more information. As a leading supplier of precision stainless steel strips across the world, Sino Stainless Steel offers high-quality cold-rolled precision stainless steel strips, stainless steel wire, sheets, and embossed stainless steel plates at an extremely competitive price.
deep web links darkmarkets deep web drug url
darknet seiten darknet seiten dark web drug marketplace
darknet market darknet markets 2024 dark web search engines
how to get on dark web tor darknet dark markets
tor dark web dark web search engines deep web links
dark web links drug markets onion deep web markets
tor markets 2024 darkmarket darknet market lists
darkmarkets tor market url dark web sites
dark web markets darknet market bitcoin dark web
dark markets 2024 darkmarkets dark web site
darkmarket tor dark web tor markets links
the dark internet tor darknet deep web drug links
dark market 2024 darknet links tor marketplace
deep web drug links darkmarkets darknet websites
dark web market list darknet drug links dark market onion
tor markets links dark web link deep dark web
dark markets 2024 darknet markets 2024 darkmarkets
dark web search engines dark web access dark web drug marketplace
dark net darknet market lists bitcoin dark web
tor market url dark markets best darknet markets
dark web market tor markets 2024 dark market
dark web market links darkmarket url darkmarket list
tor marketplace dark web access tor markets 2024
dark web market links dark web search engines darkmarket 2024
onion market darknet markets 2024 darknet markets
darknet drug market dark market darknet site
dark web websites dark web markets tor darknet
darknet site bitcoin dark web deep web sites
dark web websites darknet site deep dark web
dark web drug marketplace deep web markets tor markets links
darknet markets dark market darknet drugs
onion market deep web sites dark web market
dark web sites darknet market dark internet
darkmarket link dark web search engines darknet links
tor market links dark market link dark web link
deep web search dark market 2024 dark web drug marketplace
bitcoin dark web dark web markets darknet market links
darkmarket link dark web search engines dark web search engines
dark web sites links dark web market list darknet market list
dark website onion market darknet drugs
dark website dark web sites darknet drug market
dark web links dark web websites dark web drug marketplace
tor market links deep web markets deep web drug url
darkmarket list deep web search dark net
deep web links dark websites deep web search
darknet drug market deep web markets dark market list
free dark web dark web sites dark web market list
free dark web dark net dark web sites
dark net darknet seiten dark web market list
darknet websites blackweb official website tor markets links
tor markets 2024 deep web sites dark market url
dark websites deep web sites dark web market
blackweb official website darknet market lists dark markets 2024
deep web search darkmarkets dark markets 2024
tor markets 2024 tor darknet darknet market list
deep web drug url dark web websites deep web drug url
black internet bitcoin dark web dark web market list
darknet links darknet markets dark web site
onion market dark web sites links deep web drug url
darknet market list tor markets 2024 darknet search engine
the dark internet darknet markets 2024 darknet market list
blackweb official website dark web sites links deep web drug url
dark web search engines deep web drug markets dark market list
blackweb official website bitcoin dark web dark market onion
dark web sites links dark web site dark internet
blackweb official website dark market link how to get on dark web
tor market links drug markets onion darkmarket
deep web drug url tor market links darknet drugs
tor markets 2024 darkmarket url dark internet
darkweb marketplace deep web drug url darkmarket url
darknet markets dark web sites darknet market lists
dark markets 2024 black internet darknet search engine
drug markets dark web dark web market list darknet market lists
darknet drugs tor market url dark web sites links
darknet websites dark web search engine deep web search
dark web site tor darknet dark web access
the dark internet darknet sites deep web sites
tor market links how to access dark web darknet drugs
best darknet markets darknet market links dark web search engines
deep web links tor markets tor market links
dark markets 2024 free dark web drug markets onion
darkmarket 2024 dark websites darkweb marketplace
dark web site dark web search engine darknet marketplace
dark web site darknet market list dark websites
free dark web darknet markets 2024 how to access dark web
dark web site dark web search engines darkmarket url
deep web drug links darknet seiten dark web site
dark web markets darkmarkets drug markets onion
dark market 2024 darkmarket list black internet
how to access dark web darkmarket deep dark web
deep dark web blackweb free dark web
darkmarket 2024 dark market onion dark web drug marketplace
black internet darknet markets dark market 2024
darknet links darknet market list dark web link
darknet market list the dark internet tor market
drug markets onion tor marketplace deep dark web
darkmarket onion market darknet marketplace
darknet drug links darkmarkets darknet market list
how to get on dark web dark websites darkmarkets
darknet market list best darknet markets darknet marketplace
dark web markets darknet search engine dark market link
dark web drug marketplace tor markets links dark web markets
dark web sites links dark web site dark markets 2024
dark web market links dark web access darkmarket 2024
how to access dark web darknet markets 2024 darknet sites
darknet site dark internet dark market 2024
dark market url dark market link dark websites
darknet markets tor marketplace tor market url
dark web search engine dark websites darkmarket list
darknet websites deep web drug url tor marketplace
deep web drug url drug markets onion dark web market links
the dark internet free dark web darknet drugs
deep web drug links deep web markets deep web links
tor market url dark websites deep web drug markets
how to access dark web darknet market list darknet market
dark web market links dark internet darkmarket url
tor markets tor darknet tor marketplace
darkmarket dark markets darknet market links
dark web sites links tor dark web dark internet
darknet sites deep web search dark markets 2024
deep web drug markets darknet drugs dark web site
dark web sites dark web access blackweb
dark web market links darknet drug market dark internet
dark market list how to get on dark web darknet markets
darknet site darknet market list darknet markets
dark web access dark web drug marketplace dark web links
tor market darknet site dark market 2024
dark internet drug markets onion darkmarket link
darkmarket link tor markets drug markets onion
deep web drug links dark web links dark market link
dark web search engine darkmarket tor marketplace
darknet websites dark market link darknet market
tor market url tor markets dark website
darknet search engine darknet websites best darknet markets
darkmarket link tor market links darknet drug links
dark web sites dark market url darknet search engine
dark market link deep dark web tor marketplace
darkmarket blackweb official website tor market links
deep web markets dark web market links darknet markets 2024
how to access dark web deep web markets darknet drug market
bitcoin dark web blackweb official website dark markets
darknet site deep web markets dark web link
tor markets 2024 dark web markets tor markets links
dark market onion tor market links dark web sites
darknet market lists dark market url dark market url
dark web access dark market list dark market list
darknet websites dark web search engine tor markets
dark web market list darknet sites how to access dark web
darknet markets darknet search engine drug markets dark web
darknet links dark net onion market
deep web drug markets dark websites darkweb marketplace
dark web search engine dark markets 2024 tor market
deep web drug markets dark web link darknet websites
dark web drug marketplace deep web markets darknet market lists
dark market bitcoin dark web tor darknet
deep web markets dark net dark market link
dark web search engines dark market 2024 darknet markets
tor market links dark websites darkmarket url
tor dark web darknet drug links tor dark web
tor markets the dark internet darknet market lists
tor dark web darknet sites drug markets dark web
darknet market lists deep web drug links dark web search engine
darknet drug links tor darknet deep web links
dark web market dark market 2024 dark web market links
darknet seiten bitcoin dark web dark web search engines
darknet drugs drug markets onion deep web drug store
darknet market dark web market list blackweb
darkmarkets dark web websites darknet market list
deep web search dark web market list how to get on dark web
darknet markets 2024 deep web markets darknet search engine
dark web site deep dark web dark website
tor darknet dark market 2024 dark web search engine
darknet marketplace dark websites darknet drug links
darkmarket list darkmarkets tor market links
darknet links dark net deep dark web
darkweb marketplace darknet markets how to access dark web
dark web market list darkmarket darkmarket 2025
dark web markets darknet market list blackweb
dark market 2025 darknet drug market tor markets 2025
dark web market tor market url how to get on dark web
how to access dark web blackweb dark web site
tor markets 2025 darknet market lists https://github.com/darknetmarkets24/darknet-markets – darknet site
dark market 2025 tor marketplace https://github.com/darknetmarkets24/darknet-markets – dark web websites
darknet drug links darkmarket link https://github.com/darknetmarkets24/darknet-markets – tor darknet
deep web drug store deep dark web https://github.com/darknetmarkets24/darknet-markets – dark web search engines
darknet seiten darknet marketplace https://github.com/darknetmarkets24/darknet-markets – darknet websites
dark web links drug markets dark web https://github.com/darknetmarkets24/darknet-markets – drug markets dark web
dark web sites links dark web market list https://github.com/darknetmarkets24/darknet-markets – darkmarket link
darkmarket list bitcoin dark web https://github.com/darknetmarkets24/darknet-markets – darknet drugs
dark web site darknet markets 2025 darknet websites
darknet drug store dark web websites deep web markets
how to get on dark web deep web markets deep web markets
drug markets onion darknet market list darkmarket 2025
deep dark web darknet marketplace darkweb marketplace
tor market tor markets 2025 deep web sites
deep web sites dark web link blackweb
darknet marketplace darkmarket list deep web drug markets
dark market onion deep web sites deep web drug store
dark websites darknet market tor market
darknet links dark web site darknet search engine
darkmarket url tor marketplace deep web drug markets
darknet drug market darkmarket dark markets 2025
dark web market dark websites
dark web market links https://github.com/darknetmarkets24/darknet-markets – tor markets 2022
dark market list darknet sites
deep web drug store https://github.com/darknetmarkets24/darknet-markets deep web markets
blackweb official website darknet search engine deep web drug links
tor marketplace dark web link
dark websites dark web sites links
tor market url how to get on dark web darknet market links
dark markets https://github.com/darknetmarkets24/darknet-markets – darknet market links
dark internet how to get on dark web darknet links
darknet market list dark market link
tor market https://github.com/darknetmarkets24/darknet-markets darknet marketplace
dark web market darkmarket list
deep web drug url dark market deep web drug url
deep dark web https://github.com/darknetmarkets24/darknet-markets – tor market links
darknet site dark websites
tor darknet https://github.com/darknetmarkets24/darknet-markets dark market url
tor markets 2022 tor markets 2022
darkmarket url dark web market links onion market
darkmarket dark market link
dark market url dark web drug marketplace
darkweb marketplace tor marketplace
best darknet markets darknet drug links darkmarket 2025
darknet market tor darknet
dark market https://github.com/darknetmarkets24/darknet-markets – dark market onion
darkmarkets dark web link
darknet drug market best darknet markets
darknet websites deep web sites tor markets 2025
darknet market tor markets links
dark market list darknet market links dark web search engines
blackweb dark web market list deep web drug links
darknet sites tor markets darknet websites
deep web drug url darknet drug market
deep web drug links https://github.com/darknetmarkets24/darknet-markets – dark market list
darknet market lists darkmarket the dark internet
tor marketplace https://github.com/darknetmarkets24/darknet-markets dark web market list
dark markets darknet market tor darknet
dark market onion tor market url
bitcoin dark web https://github.com/darknetmarkets24/darknet-markets – dark market link
dark markets 2025 darknet marketplace dark web sites
drug markets dark web https://github.com/darknetmarkets24/darknet-markets deep web drug links
tor darknet dark markets
darknet markets the dark internet deep web drug url
darkmarket url deep web drug url
darkmarket list https://github.com/darknetmarkets24/darknet-markets – darkmarket list
best darknet markets darkmarkets dark web access
darkmarket 2022 https://github.com/darknetmarkets24/darknet-markets tor marketplace
tor market url dark market url
dark websites dark web websites darknet drug market
best darknet markets tor markets 2022
darknet drug store https://github.com/darknetmarkets24/darknet-markets – dark markets 2022
tor darknet deep web drug store tor dark web
drug markets onion best darknet markets
deep web drug links tor darknet
dark markets 2022 dark markets 2022
darknet markets https://github.com/darknetmarkets24/darknet-markets – darkmarket url
darknet market dark web market links
tor darknet https://github.com/darknetmarkets24/darknet-markets darknet marketplace
tor markets links tor market url
darknet sites blackweb official website tor dark web
dark websites drug markets onion
deep web drug markets https://github.com/darknetmarkets24/darknet-markets – darkmarket list
darknet market links tor darknet
tor market url drug markets dark web tor darknet
darkmarket tor dark web
darknet market list dark market link
dark market link dark markets
deep dark web https://github.com/darknetmarkets24/darknet-markets dark market onion
darknet sites dark market onion
dark web links https://github.com/darknetmarkets24/darknet-markets – dark web drug marketplace
darkmarkets dark market url
dark web markets darknet marketplace
dark web links dark web markets
darkmarket list https://github.com/darknetmarkets24/darknet-markets – darkmarkets
dark websites https://github.com/darknetmarkets24/darknet-markets dark web market list
dark web sites tor markets 2022
darkmarket list https://github.com/darknetmarkets24/darknet-markets – darknet marketplace
darknet market darknet websites
darkweb marketplace https://github.com/darknetmarkets24/darknet-markets – darknet markets
dark web markets dark web sites
dark market onion https://github.com/darknetmarkets24/darknet-markets deep web drug store
darknet market dark web market list
dark web sites tor marketplace
darkmarket 2022 https://github.com/darknetmarkets24/darknet-markets – dark markets 2022
dark websites drug markets dark web
tor markets links dark market 2022
tor market https://github.com/darknetmarkets24/darknet-markets tor markets 2022
dark web sites links darknet marketplace
dark markets 2022 darknet websites
dark market link https://github.com/darknetmarkets24/darknet-markets – tor markets
dark markets 2025 darkmarket darknet markets 2025
darknet market list darknet drugs tor dark web
dark web market list dark web market list
dark web sites https://github.com/darknetmarkets24/darknet-markets – dark web markets
darkmarket link drug markets dark web
onion market dark market
deep web links darkmarket list dark websites
deep web markets https://github.com/darknetmarkets24/darknet-markets – dark market onion
dark market https://github.com/darknetmarkets24/darknet-markets darknet marketplace
tor dark web dark market url
tor darknet darknet websites
bitcoin dark web dark market dark websites
darknet market deep web drug markets darkmarket url
dark web link https://github.com/darknetmarkets24/darknet-markets – dark web drug marketplace
darknet markets darkmarket url
darknet markets https://github.com/darknetmarkets24/darknet-markets darkweb marketplace
darkmarket link deep web drug url
dark market url deep web drug url
dark market url https://github.com/darknetmarkets24/darknet-markets – darkweb marketplace
darknet drug market darknet market list
deep web drug markets https://github.com/darknetmarkets24/darknet-markets tor market url
dark web market list darkmarket 2022
dark market dark market
onion market https://github.com/darknetmarkets24/darknet-markets – tor markets links
tor market tor markets
dark market 2022 dark market onion
darknet marketplace best darknet markets
darkmarkets https://github.com/darknetmarkets24/darknet-markets – darknet markets
drug markets dark web dark web sites
dark market onion darkmarket
darknet drug market https://github.com/darknetmarkets24/darknet-markets darknet market
tor dark web dark market onion
blackweb https://github.com/darknetmarkets24/darknet-markets dark market url
dark web markets darknet websites darknet drugs
deep web drug links https://github.com/darknetmarkets24/darknet-markets – darkweb marketplace
tor market links darknet market list
darkmarket url darkweb marketplace
dark market link tor market url
darkmarket url https://github.com/darknetmarkets24/darknet-markets dark websites
deep web search https://github.com/darknetmarkets24/darknet-markets dark market onion
dark markets https://github.com/darknetmarkets24/darknet-markets – darknet marketplace
dark web market list drug markets onion
dark web market list https://github.com/darknetmarkets24/darknet-markets – dark market
dark web drug marketplace https://github.com/darknetmarkets24/darknet-markets dark market 2022
dark web search engines https://github.com/darknetmarketslinks/darknetmarketlinks – the dark internet darknet drug links
darknet site darkweb marketplace
tor market links https://github.com/darknetmarkets24/darknet-markets – darknet markets
deep dark web https://github.com/darknetmarkets24/darknet-markets dark market url
tor market url https://github.com/darknetmarketslinks/darknetmarketlinks – dark web market links dark market
deep dark web darknet drug links
darknet markets dark web market
darkweb marketplace https://github.com/darknetmarkets24/darknet-markets – darkmarket link
darkmarket https://github.com/darknetmarkets24/darknet-markets tor market
tor markets darkweb marketplace
dark web links deep dark web
darknet markets dark market list
darknet drug store https://github.com/darknetmarkets24/darknet-markets – darkmarket list
deep web search https://github.com/darknetmarketslinks/darknetmarketlinks – darknet markets darknet drug links
darknet market links https://github.com/darknetmarkets24/darknet-markets deep web drug url
tor darknet deep dark web
deep web drug links darknet sites
tor darknet https://github.com/darknetmarketslinks/darknetmarketlinks – drug markets dark web tor darknet
dark web links darkmarket link
dark web market links https://github.com/darknetmarkets24/darknet-markets – deep web drug store
tor market links tor markets links
tor dark web https://github.com/darknetmarkets24/darknet-markets darknet websites
dark web sites links https://github.com/darknetmarketslinks/darknetmarketlinks – darknet market darkmarket url
darknet marketplace dark market link
darkmarket link https://github.com/darknetmarkets24/darknet-markets – darkmarket list
darknet market list darkmarket list
dark market link https://github.com/darknetmarkets24/darknet-markets deep web drug links
darknet sites dark markets 2022
dark website https://github.com/darknetmarketslinks/darknetmarketlinks – darkweb marketplace dark web links
darkmarket link darknet marketplace
darknet drug store https://github.com/darknetmarkets24/darknet-markets dark markets
dark markets 2022 best darknet markets
drug markets onion dark web market list
onion market https://github.com/darknetmarkets24/darknet-markets deep dark web
tor markets links dark market url
dark web link https://github.com/darknetmarkets24/darknet-markets drug markets dark web
dark market https://github.com/darknetmarketslinks/darknetmarketlinks – deep web drug url deep web drug url
dark market list drug markets onion
darkmarkets https://github.com/darknetmarkets24/darknet-markets dark web market list
dark market 2022 deep web drug markets
darknet websites https://github.com/darknetmarketslinks/darknetmarketlinks – deep web drug store darkmarket
deep web drug url https://github.com/darknetmarkets24/darknet-markets darknet market lists
drug markets dark web dark markets 2022
onion market https://github.com/darknetmarkets24/darknet-markets – tor markets 2022
tor market links tor darknet
dark web markets https://github.com/darknetmarketslinks/darknetmarketlinks – darknet market list how to get on dark web
dark web market https://github.com/darknetmarkets24/darknet-markets darknet markets
darknet site dark websites
darkmarket url https://github.com/darknetmarketslinks/darknetmarketlinks – drug markets onion darknet market lists
tor marketplace https://github.com/darknetmarkets24/darknet-markets dark web links
deep dark web dark websites
tor darknet dark web sites
bitcoin dark web https://github.com/darknetmarketslinks/darknetmarketlinks – dark web drug marketplace darknet markets
dark web sites links https://github.com/darknetmarkets24/darknet-markets darknet market
tor market url https://github.com/darknetmarkets24/darknet-markets – deep web drug markets
dark web sites tor markets links
tor darknet https://github.com/darknetmarketslinks/darknetmarketlinks – darknet market links best darknet markets
deep web markets https://github.com/darknetmarkets24/darknet-markets darknet drug links
deep web drug url dark market onion
deep web drug markets deep web drug url
dark web links https://github.com/darknetmarketslinks/darknetmarketlinks – darknet market links darknet search engine
darkmarket 2022 https://github.com/darknetmarkets24/darknet-markets – deep web markets
dark web drug marketplace https://github.com/darknetmarkets24/darknet-markets darkmarket list
darkmarket deep web drug links
dark web sites links dark market 2022
deep dark web https://github.com/darknetmarketslinks/darknetmarketlinks – best darknet markets tor market
tor markets links https://github.com/darknetmarkets24/darknet-markets darknet market list
deep web markets https://github.com/darknetmarkets24/darknet-markets – darknet marketplace
dark market darknet sites
best darknet markets darknet markets
deep dark web https://github.com/darknetmarketslinks/darknetmarketlinks – dark website dark net
tor marketplace https://github.com/darknetmarkets24/darknet-markets tor market url
dark web links https://github.com/darknetmarkets24/darknet-markets – tor dark web
dark markets dark markets 2022
darknet drug market deep web drug store
tor market links https://github.com/darknetmarketslinks/darknetmarketlinks – deep web links dark web market list
dark market link https://github.com/darknetmarkets24/darknet-markets dark websites
darknet drug store https://github.com/darknetmarkets24/darknet-markets – tor darknet
dark markets 2022 darknet drug store
darknet market links https://github.com/darknetmarkets24/darknet-markets deep web drug links
darknet drug links https://github.com/darknetmarkets24/darknet-markets – darknet site
dark web sites tor dark web
dark market url tor markets
best darknet markets https://github.com/darknetmarketslinks/darknetmarketlinks – deep web sites tor marketplace
dark market onion https://github.com/darknetmarkets24/darknet-markets darknet market links
tor marketplace https://github.com/darknetmarkets24/darknet-markets – darkmarket
best darknet markets darkmarket url
deep web markets darknet drug market
deep web sites https://github.com/darknetmarketslinks/darknetmarketlinks – dark web search engines free dark web
dark web links https://github.com/darknetmarkets24/darknet-markets tor markets 2022
dark web market https://github.com/darknetmarkets24/darknet-markets – dark web sites links
darkmarket https://github.com/darknetmarketslinks/darknetmarketlinks – dark website darknet market
darknet markets 2025 https://github.com/darknetmarkets2025/darknetmarketlinks – darknet seiten dark web drug marketplace
dark web link onion market
drug markets dark web https://github.com/darknetmarketslinks/darknetmarketlinks – tor markets dark web market list
darkweb marketplace https://github.com/darknetmarkets24/darknet-markets darknet drug links
deep web drug store https://github.com/darknetmarkets24/darknet-markets – dark web drug marketplace
darknet market list darkmarket 2022
dark market link darknet sites
dark web markets https://github.com/darknetmarketslinks/darknetmarketlinks – darknet drugs deep web drug markets
dark market onion https://github.com/darknetmarkets24/darknet-markets – dark web markets
darknet websites deep web markets
blackweb https://github.com/darknetmarketslinks/darknetmarketlinks – drug markets onion darknet drug store
dark websites dark websites
dark market onion https://github.com/darknetmarkets2025/darknetmarketlinks – the dark internet dark market list
tor markets links https://github.com/darknetmarkets24/darknet-markets tor market
tor markets https://github.com/darknetmarkets24/darknet-markets – darknet drug store
black internet https://github.com/darknetmarketslinks/darknetmarketlinks – darknet websites tor market
dark web market tor markets
darknet markets https://github.com/darknetmarketslinks/darknetmarketlinks – darknet seiten bitcoin dark web
darknet drug store tor dark web
dark market https://github.com/darknetmarkets2025/darknetmarketlinks – darknet search engine dark websites
darknet drugs https://github.com/darknetmarketslinks/darknetmarketlinks – darknet drug market deep web markets
darkmarket list https://github.com/darknetmarketslinks/darknetmarketlinks – dark web drug marketplace drug markets onion
deep web drug url https://github.com/darknetmarkets2025/darknetmarketlinks – deep web drug store onion market
darknet drug store https://github.com/darkwebmarketslinks/darkwebmarkets – deep web markets tor dark web
dark market link https://github.com/darknetmarketslinks/darknetmarketlinks – dark web drug marketplace dark market link
darkmarket url https://github.com/darknetmarkets2025/darknetmarketlinks – darknet drug links deep web sites
dark web drug marketplace https://github.com/darkwebmarketslinks/darkwebmarkets – darknet markets darkmarkets
darknet links https://github.com/darknetmarketslinks/darknetmarketlinks – darknet drug links bitcoin dark web
deep web search https://github.com/darknetmarketslinks/darknetmarketlinks – darknet markets 2025 darknet market
free dark web https://github.com/darkwebwebsites/darkwebwebsites – onion market darknet websites
tor marketplace https://github.com/darkwebmarketslinks/darkwebmarkets – dark web market list darknet sites
tor marketplace https://github.com/darknetmarketslinks/darknetmarketlinks – darkmarket darknet markets 2025
dark web access https://github.com/darknetmarketslinks/darknetmarketlinks – dark market 2025 darknet market list
darkmarket 2025 https://github.com/darkwebwebsites/darkwebwebsites – dark website darknet websites
deep web drug links https://github.com/darkwebmarketslinks/darkwebmarkets – dark internet dark net
how to get on dark web https://github.com/darknetmarketslinks/darknetmarketlinks – free dark web onion market
darknet links https://github.com/darknetmarkets2025/darknetmarketlinks – dark web markets tor markets
tor markets https://github.com/darknetmarketslinks/darknetmarketlinks – deep web search darkmarket
deep dark web https://github.com/darknetmarketslinks/darknetmarketlinks – dark web market links dark net
darknet market links https://github.com/darknetmarkets2025/darknetmarketlinks – deep web drug markets dark internet
darkmarket list https://github.com/darknetmarketslinks/darknetmarketlinks – dark market url dark web drug marketplace
onion market https://github.com/darkwebmarketslinks/darkwebmarkets – black internet darknet search engine
darknet market links https://github.com/darknetmarketslinks/darknetmarketlinks – free dark web dark market 2025
darkmarket url https://github.com/darknetmarkets2025/darknetmarketlinks – black internet darkmarket link
deep dark web https://github.com/darkwebmarketslinks/darkwebmarkets – darknet websites darknet market list
dark market list https://github.com/darknetmarketslinks/darknetmarketlinks – darknet seiten darknet drug store
dark market list https://github.com/darknetmarketslinks/darknetmarketlinks – drug markets onion dark web search engine
tor markets 2025 https://github.com/darknetmarkets2025/darknetmarketlinks – dark web access deep dark web
deep dark web https://github.com/darknetmarketslinks/darknetmarketlinks – deep web markets darknet drugs
darknet market list https://github.com/darkwebmarketslinks/darkwebmarkets – deep web markets dark internet
dark market 2022 https://github.com/darkmarketlinkp22jr/darkmarketlink – tor darknet
dark web sites links https://github.com/darknetwebsitesgflpx/darknetwebsites – darknet market
deep web drug url https://github.com/darknetdruglinksvojns/darknetdruglinks – deep web drug markets
dark internet https://github.com/darknetmarketslinks/darknetmarketlinks – darknet market darknet drug links
dark markets 2022 https://github.com/darknetmarketlinks2025/darknetmarkets – darknet market
black internet https://github.com/darkwebwebsites/darkwebwebsites – dark website dark web markets
dark websites https://github.com/tormarkets2025ukaz1/tormarkets2025 – darkmarket url
deep web links https://github.com/darknetmarkets2025/darknetmarketlinks – dark market url dark web links
darknet sites https://github.com/darknetmarketslinks/darknetmarketlinks – deep web search dark web markets
darknet market list https://github.com/darkwebmarketslinks/darkwebmarkets – dark web link dark market onion
drug markets dark web https://github.com/darknetwebsitesgflpx/darknetwebsites – dark web link
bitcoin dark web https://github.com/darknetdruglinksvojns/darknetdruglinks – dark web market list
dark web websites https://github.com/darknetmarketslinks/darknetmarketlinks – dark web link tor marketplace
dark market url https://github.com/darknetmarketlinks2025/darknetmarkets – darknet marketplace
dark market list https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark websites
dark web sites https://github.com/darkwebwebsites/darkwebwebsites – deep web markets how to access dark web
how to get on dark web https://github.com/darknetmarkets2025/darknetmarketlinks – darknet drugs drug markets dark web
deep web drug store https://github.com/darknetmarketslinks/darknetmarketlinks – deep web drug markets dark web websites
dark market https://github.com/darkmarketlinkp22jr/darkmarketlink – tor market url
bitcoin dark web https://github.com/darknetwebsitesgflpx/darknetwebsites – tor market links
darknet market lists https://github.com/darkwebmarketslinks/darkwebmarkets – darknet drug links dark web search engine
dark market link https://github.com/darknetdruglinksvojns/darknetdruglinks – tor markets 2022
dark web websites https://github.com/darknetmarketslinks/darknetmarketlinks – dark net dark market 2025
drug markets onion https://github.com/tormarkets2025ukaz1/tormarkets2025 – tor markets 2022
deep web drug links https://github.com/darkwebwebsites/darkwebwebsites – deep web drug links deep web drug store
darknet market list https://github.com/darknetmarkets2025/darknetmarketlinks – how to access dark web dark web market links
darkmarket list https://github.com/darknetmarketslinks/darknetmarketlinks – deep web drug links deep web search
dark markets 2022 https://github.com/darkmarketlinkp22jr/darkmarketlink – deep web markets
darkmarket 2022 https://github.com/darknetwebsitesgflpx/darknetwebsites – deep web drug markets
darknet marketplace https://github.com/darkwebmarketslinks/darkwebmarkets – dark web sites tor market url
tor market https://github.com/darknetdruglinksvojns/darknetdruglinks – deep dark web
dark market list https://github.com/darknetmarketslinks/darknetmarketlinks – tor dark web blackweb
dark markets https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet markets
tor markets 2022 https://github.com/darkmarketlinkp22jr/darkmarketlink – dark web sites
darkmarkets https://github.com/darknetwebsitesgflpx/darknetwebsites – drug markets dark web
tor darknet https://github.com/darkwebwebsites/darkwebwebsites – dark internet dark web market links
how to get on dark web https://github.com/darknetmarkets2025/darknetmarketlinks – darknet market list darkmarket list
darkmarket url https://github.com/darknetdruglinksvojns/darknetdruglinks – dark markets 2022
bitcoin dark web https://github.com/darknetmarketslinks/darknetmarketlinks – deep web drug store darknet drug store
darkmarket 2025 https://github.com/darkwebmarketslinks/darkwebmarkets – dark markets darknet drug store
darkmarket 2022 https://github.com/tormarkets2025ukaz1/tormarkets2025 – best darknet markets
darknet market https://github.com/darkmarketlinkp22jr/darkmarketlink – dark websites
drug markets onion https://github.com/darknetwebsitesgflpx/darknetwebsites – dark markets
bitcoin dark web https://github.com/darkwebwebsites/darkwebwebsites – best darknet markets tor marketplace
dark web sites links https://github.com/darknetmarkets2025/darknetmarketlinks – dark market how to get on dark web
onion market https://github.com/darknetdruglinksvojns/darknetdruglinks – tor marketplace
tor market https://github.com/darknetmarketlinks2025/darknetmarkets – dark market list
tor markets links https://github.com/darkwebmarketslinks/darkwebmarkets – darkmarkets dark market url
darkweb marketplace https://github.com/darkmarketlinkp22jr/darkmarketlink – tor markets links
dark market link https://github.com/darknetwebsitesgflpx/darknetwebsites – tor markets
darknet sites https://github.com/darknetdruglinksvojns/darknetdruglinks – deep web drug url
tor markets https://github.com/darkwebwebsites/darkwebwebsites – dark web websites tor darknet
free dark web https://github.com/darknetmarkets2025/darknetmarketlinks – deep web links darknet drug links
dark markets 2022 https://github.com/darknetmarketlinks2025/darknetmarkets – tor market
darkmarket link https://github.com/darknetmarketslinks/darknetmarketlinks – dark market 2025 darknet links
deep dark web https://github.com/darkwebmarketslinks/darkwebmarkets – tor marketplace tor market
drug markets onion https://github.com/darkmarketlinkp22jr/darkmarketlink – deep web markets
dark web access https://github.com/darknetmarketslinks/darknetmarketlinks – drug markets onion dark web markets
dark web market list https://github.com/darknetdruglinksvojns/darknetdruglinks – dark web drug marketplace
dark web links https://github.com/tormarkets2025ukaz1/tormarkets2025 – tor darknet
dark market https://github.com/darknetmarketslinks/darknetmarketlinks – darknet sites darknet seiten
darknet markets https://github.com/darknetmarkets2025/darknetmarketlinks – darknet links dark markets 2025
darknet market lists https://github.com/darkmarketlinkp22jr/darkmarketlink – dark market 2022
the dark internet https://github.com/darkwebmarketslinks/darkwebmarkets – tor markets darknet websites
tor markets https://github.com/darknetwebsitesgflpx/darknetwebsites – darkmarkets
darknet marketplace https://github.com/darknetmarketslinks/darknetmarketlinks – darkmarkets dark market url
darknet markets https://github.com/darknetdruglinksvojns/darknetdruglinks – darknet markets
tor darknet https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark web sites
the dark internet https://github.com/darknetmarketslinks/darknetmarketlinks – onion market dark markets
tor markets links https://github.com/darkwebwebsites/darkwebwebsites – darkmarket url best darknet markets
darkweb marketplace https://github.com/darknetmarkets2025/darknetmarketlinks – deep web links best darknet markets
drug markets dark web https://github.com/darkmarketlinkp22jr/darkmarketlink – darknet market links
dark market 2022 https://github.com/darknetwebsitesgflpx/darknetwebsites – darknet marketplace
dark market 2025 https://github.com/darknetmarketslinks/darknetmarketlinks – darkmarket 2025 darknet market links
dark web link https://github.com/darknetdruglinksvojns/darknetdruglinks – darkmarket link
tor market url https://github.com/darknetmarketlinks2025/darknetmarkets – onion market
dark web search engines https://github.com/darknetmarketslinks/darknetmarketlinks – deep web drug store deep web sites
dark web market list https://github.com/darkmarketlinkp22jr/darkmarketlink – dark web link
tor markets https://github.com/darkwebwebsites/darkwebwebsites – dark web links darknet market list
bitcoin dark web https://github.com/darknetmarkets2025/darknetmarketlinks – best darknet markets dark web websites
darkweb marketplace https://github.com/darknetwebsitesgflpx/darknetwebsites – deep dark web
free dark web https://github.com/darknetmarketslinks/darknetmarketlinks – dark web access how to access dark web
darknet drugs https://github.com/darkwebmarketslinks/darkwebmarkets – the dark internet darknet market list
dark web sites https://github.com/darknetdruglinksvojns/darknetdruglinks – deep dark web
darknet search engine https://github.com/darknetmarketslinks/darknetmarketlinks – dark market url darknet markets
dark market onion https://github.com/darkmarketlinkp22jr/darkmarketlink – dark web market links
darkmarket https://github.com/darknetwebsitesgflpx/darknetwebsites – dark market url
tor darknet https://github.com/darkwebwebsites/darkwebwebsites – darkmarket list darknet sites
dark web market list https://github.com/darknetmarkets2025/darknetmarketlinks – darknet market lists dark web site
dark web search engine https://github.com/darknetmarketslinks/darknetmarketlinks – darknet market lists dark web websites
tor marketplace https://github.com/darkwebmarketslinks/darkwebmarkets – dark web market links darknet websites
darkmarket https://github.com/darknetmarketslinks/darknetmarketlinks – dark market link dark web market links
dark website https://github.com/darknetmarketslinks/darknetmarketlinks – dark market url deep dark web
dark markets https://github.com/darknetmarkets2025/darknetmarketlinks – dark web sites links dark web site
dark web market list https://github.com/darknetmarketslinks/darknetmarketlinks – dark web links darknet markets 2025
best darknet markets https://github.com/darkwebmarketslinks/darkwebmarkets – darkmarkets deep dark web
blackweb https://github.com/darknetmarketslinks/darknetmarketlinks – darkmarket drug markets dark web
tor market url https://github.com/darkwebwebsites/darkwebwebsites – dark websites dark market url
how to get on dark web https://github.com/darknetmarkets2025/darknetmarketlinks – darknet drug market dark markets 2025
darkmarkets https://github.com/darknetmarketslinks/darknetmarketlinks – tor market url tor markets
dark net https://github.com/darkwebmarketslinks/darkwebmarkets – dark markets 2025 darkweb marketplace
deep web search https://github.com/darknetmarketslinks/darknetmarketlinks – deep web markets dark web sites links
tor marketplace https://github.com/darkwebwebsites/darkwebwebsites – dark web links deep web drug url
darknet sites https://github.com/darknetmarkets2025/darknetmarketlinks – dark website the dark internet
dark web market links https://github.com/darknetmarketslinks/darknetmarketlinks – dark web links blackweb official website
dark web sites https://github.com/darkwebmarketslinks/darkwebmarkets – dark market onion dark web access
deep web markets https://github.com/tormarkets2025ukaz1/tormarkets2025 – tor markets links
darkmarket https://github.com/darkwebwebsites/darkwebwebsites – dark web site how to access dark web
dark markets 2025 https://github.com/darknetmarketslinks/darknetmarketlinks – tor darknet darknet search engine
tor marketplace https://github.com/darknetmarkets2025/darknetmarketlinks – darkmarket link darknet search engine
darkmarkets https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark markets
darknet drug store https://github.com/darkwebmarketslinks/darkwebmarkets – deep web markets dark market 2025
deep web drug url https://github.com/darknetdruglinksvojns/darknetdruglinks – dark web market links
darknet markets https://github.com/darknetmarketslinks/darknetmarketlinks – dark web drug marketplace dark market
dark net https://github.com/darknetmarkets2025/darknetmarketlinks – dark market darknet websites
dark markets https://github.com/darknetmarketlinks2025/darknetmarkets – darkweb marketplace
dark market url https://github.com/darkmarketlinkp22jr/darkmarketlink – darknet drug store
deep web sites https://github.com/darkwebmarketslinks/darkwebmarkets – darkmarket dark web site
darkweb marketplace https://github.com/darknetmarketslinks/darknetmarketlinks – darknet market darknet links
darknet seiten https://github.com/darkwebwebsites/darkwebwebsites – dark web search engine dark markets 2025
darknet websites https://github.com/darknetmarkets2025/darknetmarketlinks – tor marketplace dark websites
best darknet markets https://github.com/darknetmarketlinks2025/darknetmarkets – dark market
dark market list https://github.com/darknetwebsitesgflpx/darknetwebsites – darknet drug market
deep web drug url https://github.com/darkmarketlinkp22jr/darkmarketlink – dark web link
drug markets dark web https://github.com/darkwebmarketslinks/darkwebmarkets – deep web drug markets bitcoin dark web
darkmarket 2025 https://github.com/darknetmarketslinks/darknetmarketlinks – the dark internet dark web link
darknet site https://github.com/darkwebwebsites/darkwebwebsites – darknet seiten free dark web
tor market url https://github.com/darknetmarkets2025/darknetmarketlinks – free dark web dark market url
tor market https://github.com/darkwebmarketslinks/darkwebmarkets – tor markets 2025 dark market onion
darknet market lists deep web sites how to get on dark web
drug markets onion darknet markets dark market onion
darkmarket 2025 dark web sites links darkmarket 2025
dark markets 2025 deep web drug url how to get on dark web
dark web search engines darkmarket darknet marketplace
bitcoin dark web dark web market darknet sites
deep web drug store deep web search dark websites
dark web websites dark market link tor markets
deep web markets darknet links tor darknet
dark market dark web websites dark net
deep web drug store https://github.com/darknetwebsitesgflpx/darknetwebsites – darknet websites
tor market url https://github.com/darknetmarketlinks2025/darknetmarkets – dark market 2022
dark web market https://github.com/darknetdruglinksvojns/darknetdruglinks – deep web drug store
dark web links dark web link darknet marketplace
how to access dark web darknet markets black internet
darknet site https://github.com/darknetwebsitesgflpx/darknetwebsites – dark market 2022
tor markets 2025 how to get on dark web bitcoin dark web
tor dark web https://github.com/darkmarketlinkp22jr/darkmarketlink – drug markets dark web
tor market links dark market onion blackweb official website
tor market dark web access how to get on dark web
darknet site https://github.com/darknetwebsitesgflpx/darknetwebsites – dark markets
dark market 2025 dark websites darkmarket url
tor market darknet market lists dark web search engines
deep web drug url darknet market links darknet market list
tor markets https://github.com/darknetwebsitesgflpx/darknetwebsites – dark web market list
dark web market list deep web drug links darknet seiten
dark web market links https://github.com/darknetmarketlinks2025/darknetmarkets – tor markets links
tor darknet https://github.com/darknetdruglinksvojns/darknetdruglinks – tor market url
blackweb official website darkmarket link dark market link
darknet drug store drug markets dark web darknet marketplace
tor market url https://github.com/darknetwebsitesgflpx/darknetwebsites – darkmarket list
dark market link darkmarket tor darknet
dark web drug marketplace https://github.com/tormarkets2025ukaz1/tormarkets2025 – deep web drug url
darknet links darknet drugs how to access dark web
darkmarket https://github.com/darknetwebsitesgflpx/darknetwebsites – dark web link
darkmarket 2025 darkmarket list darknet sites
dark web search engine dark web market links dark market
drug markets onion https://github.com/tormarkets2025ukaz1/tormarkets2025 – deep dark web
dark websites https://github.com/darknetdruglinksvojns/darknetdruglinks – deep dark web
darkmarket https://github.com/darknetwebsitesgflpx/darknetwebsites – deep web markets
dark markets 2025 dark web access darknet market list
best darknet markets dark web site dark market url
dark markets https://github.com/tormarkets2025ukaz1/tormarkets2025 – tor dark web
tor markets https://github.com/darknetdruglinksvojns/darknetdruglinks – deep web markets
tor market url dark markets 2025 darkweb marketplace
darkmarket https://github.com/darknetwebsitesgflpx/darknetwebsites – darkmarket 2022
dark web link deep dark web dark web link
dark web markets free dark web black internet
tor market url https://github.com/tormarkets2025ukaz1/tormarkets2025 – darkmarket
dark web market https://github.com/darknetmarketlinks2025/darknetmarkets – dark web sites links
tor darknet https://github.com/darknetdruglinksvojns/darknetdruglinks – darknet market
darknet marketplace dark market list tor markets 2025
darkmarkets https://github.com/darknetwebsitesgflpx/darknetwebsites – darknet market
dark web sites dark web search engines dark markets
darkmarkets https://github.com/darkmarketlinkp22jr/darkmarketlink – tor dark web
darknet site tor markets 2025 dark web market
darknet market list https://github.com/darknetmarketlinks2025/darknetmarkets – dark market
dark web link https://github.com/darknetdruglinksvojns/darknetdruglinks – dark markets
dark markets 2025 deep dark web darknet links
deep web drug store https://github.com/darknetwebsitesgflpx/darknetwebsites – tor dark web
dark market dark web sites darkmarket
dark markets 2022 https://github.com/darkmarketlinkp22jr/darkmarketlink – deep dark web
dark web drug marketplace https://github.com/darknetmarketlinks2025/darknetmarkets – darknet site
dark market list https://github.com/darknetdruglinksvojns/darknetdruglinks – dark markets 2022
dark web link darkmarket dark internet
deep web drug markets https://github.com/darknetwebsitesgflpx/darknetwebsites – best darknet markets
deep web links best darknet markets darknet drug links
dark net tor markets 2025 darknet market links
tor market https://github.com/darkmarketlinkp22jr/darkmarketlink – dark market list
darknet market https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark web drug marketplace
dark market https://github.com/darknetmarketlinks2025/darknetmarkets – darkmarket link
dark market https://github.com/darknetdruglinksvojns/darknetdruglinks – darkmarket link
darknet search engine tor markets links onion market
dark web websites dark web websites deep web search
deep web sites deep dark web darknet drug market
darknet market lists https://github.com/darknetmarketlinks2025/darknetmarkets – darkmarkets
darkweb marketplace dark market 2025 darknet sites
tor marketplace https://github.com/darknetwebsitesgflpx/darknetwebsites – darknet websites
dark web search engine darknet site drug markets onion
dark websites https://github.com/darkmarketlinkp22jr/darkmarketlink – darknet market
dark markets 2022 https://github.com/darknetdruglinksvojns/darknetdruglinks – deep web drug store
darknet market lists https://github.com/darknetwebsitesgflpx/darknetwebsites – drug markets onion
darkmarket url dark web search engines tor market
bitcoin dark web deep web drug markets dark web access
deep web drug store dark web search engines darknet market links
drug markets onion https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark web market list
dark market https://github.com/darknetdruglinksvojns/darknetdruglinks – tor darknet
dark markets 2022 https://github.com/darknetwebsitesgflpx/darknetwebsites – dark markets
dark web search engines darknet market links tor market
tor marketplace dark market url dark web link
darknet market links dark web market dark web websites
tor marketplace https://github.com/tormarkets2025ukaz1/tormarkets2025 – tor market url
dark markets https://github.com/darknetdruglinksvojns/darknetdruglinks – dark web link
darknet site how to get on dark web dark web market list
tor market url https://github.com/darknetwebsitesgflpx/darknetwebsites – dark market list
darknet drugs dark market url deep web markets
dark market link how to access dark web drug markets dark web
dark market https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet drug market
darknet marketplace https://github.com/darkmarketlinkp22jr/darkmarketlink – dark websites
tor markets links https://github.com/darknetdruglinksvojns/darknetdruglinks – darknet markets
deep web drug markets darknet links darknet sites
dark web market blackweb official website dark web sites links
dark internet deep web markets deep web drug store
darknet market links darknet links dark web link
tor dark web dark net dark web websites
tor markets drug markets onion dark market url
tor markets links dark web search engine dark web link
darknet sites darknet links deep dark web
dark net dark web drug marketplace dark internet
darkmarket deep web markets dark web access
tor dark web dark market deep web drug store
tor market links darkmarket list darknet markets 2025
darknet drug store https://github.com/darkmarketlinkp22jr/darkmarketlink – deep web drug links
dark web access dark web websites darknet sites
dark market darkmarket list tor market links
darknet sites https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market
darknet market list dark market darknet market list
darknet drug links https://github.com/darknetdruglinksvojns/darknetdruglinks – darknet sites
darkweb marketplace https://github.com/darkmarketlinkp22jr/darkmarketlink – darkmarket
darknet market list tor darknet deep web search
deep web drug markets darknet search engine dark market 2025
bitcoin dark web dark market url dark web market links
darkweb marketplace https://github.com/darknetwebsitesgflpx/darknetwebsites – darkmarkets
darknet drug links https://github.com/darknetdruglinksvojns/darknetdruglinks – darkmarket url
tor market links https://github.com/darkmarketlinkp22jr/darkmarketlink – darkmarket link
dark market dark net dark web sites links
darkmarket link darknet market lists tor market
darkmarket 2025 tor darknet dark markets
darkmarkets https://github.com/tormarkets2025ukaz1/tormarkets2025 – tor darknet
dark web sites links dark internet darkmarkets
darknet market list https://github.com/darknetmarketlinks2025/darknetmarkets – darkmarket url
darknet websites https://github.com/darknetdruglinksvojns/darknetdruglinks – darknet markets
darknet sites https://github.com/darkmarketlinkp22jr/darkmarketlink – dark web market links
tor dark web deep dark web darkmarket link
darkmarket list deep web drug url deep web drug markets
dark web search engine best darknet markets dark markets
deep web markets https://github.com/darknetwebsitesgflpx/darknetwebsites – dark market list
deep web markets https://github.com/darknetmarketlinks2025/darknetmarkets – dark web sites links
tor market https://github.com/darknetdruglinksvojns/darknetdruglinks – dark market url
drug markets onion https://github.com/darkmarketlinkp22jr/darkmarketlink – darknet market lists
dark web market list darknet drug store best darknet markets
dark web search engine dark web market links tor market links
how to access dark web dark web drug marketplace drug markets dark web
black internet dark web access black internet
tor market https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark web drug marketplace
deep dark web https://github.com/darknetmarketlinks2025/darknetmarkets – darknet sites
darknet market list https://github.com/darknetdruglinksvojns/darknetdruglinks – dark web market list
darknet market https://github.com/darkmarketlinkp22jr/darkmarketlink – dark market onion
dark markets 2025 blackweb official website dark website
blackweb official website darknet market list darknet drug links
dark markets 2022 https://github.com/tormarkets2025ukaz1/tormarkets2025 – drug markets onion
drug markets onion https://github.com/darknetmarketlinks2025/darknetmarkets – dark market onion
dark market https://github.com/darknetdruglinksvojns/darknetdruglinks – tor market url
darkmarket list https://github.com/darkmarketlinkp22jr/darkmarketlink – tor dark web
dark market link darknet market links darknet websites
dark web sites darknet seiten dark internet
deep web drug links dark market list dark web search engines
darknet markets https://github.com/tormarkets2025ukaz1/tormarkets2025 – tor darknet
tor markets https://github.com/darknetmarketlinks2025/darknetmarkets – drug markets onion
darkweb marketplace https://github.com/darknetdruglinksvojns/darknetdruglinks – darkmarket 2022
deep web drug store https://github.com/darkmarketlinkp22jr/darkmarketlink – dark websites
tor market url darknet seiten darknet drugs
deep web sites drug markets onion deep web markets
tor market darknet market lists deep web drug links
deep web drug store https://github.com/darknetwebsitesgflpx/darknetwebsites – tor market url
darknet markets https://github.com/darknetmarketlinks2025/darknetmarkets – darknet marketplace
dark market onion https://github.com/darknetdruglinksvojns/darknetdruglinks – tor markets links
darknet markets https://github.com/darkmarketlinkp22jr/darkmarketlink – dark market list
dark web drug marketplace best darknet markets darknet drug market
dark websites tor darknet darkmarket 2025
tor markets darknet drug links darkmarket link
best darknet markets https://github.com/darknetwebsitesgflpx/darknetwebsites – darkmarket 2022
darknet market links https://github.com/darknetmarketlinks2025/darknetmarkets – tor market
tor markets 2022 https://github.com/darknetdruglinksvojns/darknetdruglinks – dark web markets
dark web markets https://github.com/darkmarketlinkp22jr/darkmarketlink – dark market 2022
tor markets 2025 darkmarket url tor markets links
darknet market dark web search engine dark market link
deep web search drug markets onion dark web websites
darknet site dark web drug marketplace dark web markets
dark websites darknet market list darkweb marketplace
dark web links https://github.com/darknetwebsitesgflpx/darknetwebsites – dark web markets
how to access dark web deep web drug links deep web drug links
darkweb marketplace https://github.com/darknetdruglinksvojns/darknetdruglinks – dark web market
darkweb marketplace darknet market lists dark web links
darknet market links dark web link blackweb
bitcoin dark web darknet market lists darkmarket link
darknet websites https://github.com/darknetmarketlinks2025/darknetmarkets – dark websites
darknet site onion market darknet market lists
deep web drug url dark website darkmarket list
dark web market https://github.com/darknetwebsitesgflpx/darknetwebsites – darkmarket list
bitcoin dark web dark market deep web drug url
darknet sites https://github.com/darkmarketlinkp22jr/darkmarketlink – onion market
tor darknet bitcoin dark web how to get on dark web
darkmarkets https://github.com/darknetdruglinksvojns/darknetdruglinks – drug markets onion
darknet market tor market url dark web market list
dark web sites links tor markets 2025 darkmarket url
darknet market lists tor market darkmarkets
darknet markets 2025 deep web drug store dark markets
dark web sites links deep web drug url tor market links
deep web links deep dark web darknet drug store
best darknet markets dark web market links darkmarket 2025
darknet drug market dark web search engines darknet site
darknet market list darkmarket url deep web sites
dark web market list darknet market list darknet site
free dark web the dark internet dark web markets
tor markets links darkmarket link dark web link
dark markets 2025 darknet drugs free dark web
darknet markets deep web drug markets dark web search engines
tor darknet dark market onion darknet markets
darkweb marketplace https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark web markets
dark market 2022 https://github.com/darknetmarketlinks2025/darknetmarkets – darknet drug links
deep web drug markets deep dark web deep web search
dark markets 2025 dark markets 2025 blackweb official website
dark web market list the dark internet dark web market list
dark web market urls dark websites dark websites
darknet site dark market 2025
darknet drug store darknet sites
dark web market links darkmarket url
darkmarket 2025 darknet market
dark market 2025 dark web market list dark web drug marketplace
darknet market list darknet sites dark websites
dark market url darknet drug market darknet drug store
dark websites dark market onion
tor drug market darknet markets url darkmarkets
dark market url dark web market links
onion dark website dark web marketplaces
darknet links dark web market list darknet market list
darknet markets onion darkmarket list dark market 2025
darkmarket link dark market 2025
darknet marketplace darkmarket 2025
dark web drug marketplace best darknet markets darkmarket link
dark web link darknet links
darknet markets 2025 darknet drugs darknet markets onion
dark market list darkmarket url darkmarket list
darknet site dark web link darknet links
dark web link darknet sites
dark market 2025 dark market 2025 darknet drug market
dark market list dark web market links
darknet markets dark markets darknet markets url
darknet site dark web market list
dark web link darkmarket list bitcoin dark web
darknet drug store darknet markets onion
darknet drug links darknet markets url
darknet market lists dark market list dark market 2025
dark market 2025 darknet drug store
onion dark website darknet markets darknet drug links
darknet drug links dark web market list
darknet marketplace darknet sites dark web market
darknet drug store darknet site
darknet drug store darknet markets links
dark web sites darknet market darknet markets
dark web marketplaces best darknet markets
dark web market list darknet drug links
dark market link dark web market links darknet markets url
darknet market list darknet market links darknet drug market
darknet markets onion darknet drug market dark market
dark market url dark web market urls dark websites
darknet drug links dark web market urls darknet market list
darknet markets darknet markets onion darkmarket
darknet drug links bitcoin dark web darknet websites
darknet drugs dark web market list darknet sites
darknet market lists dark market 2025
dark market url darknet markets 2025 darknet market list
darknet markets links dark web sites
onion dark website darkmarket url
darknet market lists dark market onion dark web market urls
dark market onion dark web drug marketplace
dark market list darknet market links
darknet markets tor drug market
dark web market list darknet markets url darkmarkets
darknet market list dark web sites
dark web market links darknet drug market darkmarket 2025
darknet markets links bitcoin dark web
darknet drugs darknet market lists
darknet drug store darknet websites
dark markets dark market list darkmarket 2025
darkmarket link dark web market list
bitcoin dark web dark market
darknet links dark web markets
darknet market links darknet site dark web market
darkmarket list dark web market
darknet markets url darknet market lists
darknet markets dark web drug marketplace darknet drugs
best darknet markets darkmarket 2025
darknet websites darknet sites
dark market 2025 darkmarket dark market link
darknet markets 2025 darknet markets 2025
darkmarket url best darknet markets
dark market link darknet market lists darkmarkets
dark web market links darkmarket url
dark market link dark web markets
darknet markets 2025 dark web market list
darkmarket 2025 darknet markets url darknet links
darkmarket list darknet markets links darkmarkets
onion dark website darkmarket
dark market link tor drug market
darkmarkets dark market list
darknet drug market dark market link darknet drugs
dark web drug marketplace darkmarket link
darknet market lists dark market onion darkmarket link
darknet market list darknet site
dark web marketplaces dark markets 2025
darkmarket link dark market link darknet site
darknet marketplace darknet sites
darknet websites dark web sites
dark market url darkmarket url
darknet markets links darknet markets 2025 dark web market links
dark web marketplaces darknet markets 2025
tor drug market darknet market links
dark websites onion dark website darkmarket link
darkmarket list dark markets 2025
darkmarket link dark market link
dark web market urls darknet market list
dark web link dark market list
darknet markets 2025 dark web market list
dark web markets darknet markets onion address
darkmarket dark web drug marketplace
dark market bitcoin dark web
dark markets dark market onion
darknet markets 2025 darknet markets onion address
dark market list dark web markets
dark websites darknet markets url
onion dark website dark web sites
darknet markets onion address onion dark website
best darknet markets darkmarket 2025
dark web market list darknet markets links
darknet markets onion address darkmarkets
darknet markets onion dark market
darknet drugs dark web market urls
darknet sites dark market onion
darknet drugs dark web link
darknet site bitcoin dark web
darknet markets 2025 dark markets 2025
darknet markets links darkmarket
bitcoin dark web darknet market links
darknet markets darknet site
darkmarket link dark market 2025
dark market 2025 dark market
darknet sites best darknet markets
darkmarket dark market link
dark market url dark market 2025
darkmarket onion dark website
darknet links dark market onion
darknet websites darknet marketplace
darkmarket 2025 dark market url
darknet websites dark market url
darkmarket url darknet markets links
darknet markets darkmarket url
bitcoin dark web darknet markets 2025
dark web link darkmarket 2025
dark web link darknet sites
dark web markets dark web market
darknet drug links tor drug market
dark web markets darknet market lists
darknet marketplace darknet markets links
dark market 2025 darkmarket link
dark markets 2025 darknet marketplace
dark markets 2025 darknet markets onion
dark markets bitcoin dark web
darknet drug store darkmarkets
dark markets 2025 darknet markets onion
dark market url darknet links
darkmarket 2025 darkmarket link
darkmarket 2025 darknet markets onion
bitcoin dark web darknet drugs
dark market darknet drug market
darknet sites darknet markets 2025
dark web link darknet market lists
darkmarkets darkmarket
darknet market links darkmarkets
darknet drugs darknet markets onion address
dark websites darkmarkets
darkmarket list dark web market
dark markets 2025 dark market list
darknet market darknet markets 2025
dark web market list dark web sites
dark web link darkmarket link
darkmarket link dark web drug marketplace
dark market onion dark web markets
darknet market lists dark market 2025
darknet market https://github.com/darknetdruglinksvojns/darknetdruglinks
dark web market list https://github.com/darknetmarketlinks2025/darknetmarkets
dark market url https://github.com/darknetwebsitesgflpx/darknetwebsites
dark web market list https://github.com/darkmarketlinkp22jr/darkmarketlink
dark market url https://github.com/tormarkets2025ukaz1/tormarkets2025
dark market list https://github.com/darknetmarketlinks2025/darknetmarkets
darknet drug store https://github.com/darknetwebsitesgflpx/darknetwebsites
darknet drug links https://github.com/darkmarketlinkp22jr/darkmarketlink
dark web link https://github.com/tormarkets2025ukaz1/tormarkets2025
dark market link dark web markets
darkmarket darknet sites
darknet drug links darknet markets onion address
darknet marketplace darknet markets 2025
dark market darknet site
dark markets 2025 darkmarkets
darknet market list darknet markets url
dark web market urls darknet market links
darknet markets url dark market 2025
onion dark website onion dark website
darkmarket url dark market
darknet market links darknet market list
darknet links dark web market list
bitcoin dark web darkmarket
darkmarket list darknet market
darknet drug market darknet markets onion address
darknet markets onion address best darknet markets
onion dark website darknet drug links
onion dark website dark web market links
darknet marketplace dark web sites
dark market list darknet markets
darknet drug market dark market link
darkmarket url darknet marketplace
dark web markets darkmarket list
darknet links dark market list
darknet drug links darknet drug store
darknet links dark market onion
dark market onion dark websites
darknet market list dark markets
darkmarket url darknet market list
dark market onion dark web market urls
dark web drug marketplace darknet market
dark websites dark web market list
dark web markets darknet markets links
dark web market urls darknet market list
darknet market dark market link
bitcoin dark web darknet sites
darkmarket 2025 dark web market
darkmarket list dark web marketplaces
darkmarket url darknet market
dark markets 2025 darkmarket link
dark web markets darknet market links
darknet market dark market onion
dark web market urls darknet markets links
darknet site darknet market links
dark market url bitcoin dark web
darknet market lists darknet site
darknet markets 2025 darknet market lists
onion dark website darknet links
dark web link dark market list
dark web marketplaces dark web market
darknet marketplace darknet market
bitcoin dark web dark web drug marketplace
darknet markets onion darknet market list
darknet market links darkmarket 2025
darknet sites dark market link
dark market list darkmarket link
darknet drug store dark markets
dark markets darknet websites
dark market 2025 darknet markets 2025
dark websites tor drug market
darkmarket list darknet sites
darknet drugs bitcoin dark web
dark market url dark market link
dark markets dark web sites
darknet market lists darknet websites
dark market list dark websites
dark web market urls darkmarket list
dark web market urls dark markets
darknet drug links darkmarket 2025
dark websites darknet market
darkmarket list darknet market links
dark websites darknet market links
dark web market darknet links
darknet marketplace dark web drug marketplace
darkmarket link darkmarket list
dark web markets dark web drug marketplace
darknet drug links darknet markets links
dark markets dark market list
dark market list dark web market urls
darknet market darkmarket link
bitcoin dark web darknet markets onion address
dark web market links darknet links
darknet market lists darknet drug links
dark web market list dark market onion
darknet marketplace dark web sites
darknet markets dark web market
darknet markets url darknet marketplace
dark markets dark web market links
dark web sites dark web drug marketplace
darknet markets 2025 dark web market urls
dark web markets darknet markets 2025
darknet market darknet market
dark websites darknet markets onion address
darknet drug market dark markets 2025
dark web link dark market onion
darknet drugs darknet market
dark market 2025 dark web market list
darkmarket darknet markets onion
dark markets 2025 darkmarket url
darknet markets onion address darknet drug links
dark market link dark market 2025
darkmarket darknet markets links
darknet markets url darknet marketplace
dark web market links darkmarkets
bitcoin dark web darknet sites
darknet markets links darknet markets url
darknet markets 2025 dark websites
darknet markets onion dark market url
dark web link darknet market list
darknet websites darknet marketplace
dark web market bitcoin dark web
dark web sites dark markets 2025
tor drug market dark web drug marketplace
onion dark website darkmarket list
dark market link darknet markets 2025
dark web market links tor drug market
darkmarket darknet drug links
darknet market darknet markets
darknet market list darknet markets url
onion dark website https://github.com/darknetmarketlistv8tg0/darknetmarketlist dark web market list
darknet site https://github.com/darkmarketlinkp22jr/darkmarketlink darknet markets
darknet markets onion address https://github.com/darknetmarketlinks2025/darknetmarkets darknet markets onion address
dark websites https://github.com/tormarkets2025ukaz1/tormarkets2025 darkmarket 2025
darknet drugs https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl darknet markets links
onion dark website https://github.com/darknetdruglinksvojns/darknetdruglinks darknet markets links
darknet links https://github.com/darknetmarketslist/darknetmarketslist darknet drug market
dark market onion https://github.com/darkmarkets2025we92r/darkmarkets2025 darknet markets 2025
dark market url https://github.com/aresmarketlink0ru72/aresmarketlink dark market onion
darknet drug links https://github.com/darknetwebsitesgflpx/darknetwebsites darkmarket 2025
darknet markets onion https://github.com/darknetmarketlistv8tg0/darknetmarketlist dark market link
dark market onion https://github.com/darkmarketlinkp22jr/darkmarketlink dark web link
darknet market lists https://github.com/darknetmarketlinks2025/darknetmarkets darkmarket link
darknet drugs https://github.com/darknetdruglinksvojns/darknetdruglinks dark market list
darknet market list https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl darknet market list
darknet drugs https://github.com/darknetmarketslist/darknetmarketslist darknet markets onion address
dark web sites https://github.com/darkmarkets2025we92r/darkmarkets2025 darknet markets onion address
dark web link https://github.com/darknetwebsitesgflpx/darknetwebsites dark market
darknet drugs https://github.com/aresmarketlink0ru72/aresmarketlink dark web market list
dark web marketplaces https://github.com/darkmarketlinkp22jr/darkmarketlink darknet site
darknet drug market https://github.com/darknetmarketlistv8tg0/darknetmarketlist darknet links
dark web markets https://github.com/darknetdruglinksvojns/darknetdruglinks darkmarket
tor drug market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl darknet markets 2025
darkmarkets https://github.com/darknetmarketslist/darknetmarketslist dark web market list
darknet drug store https://github.com/darkmarkets2025we92r/darkmarkets2025 dark markets 2025
best darknet markets https://github.com/darknetwebsitesgflpx/darknetwebsites darkmarkets
darknet market https://github.com/darkmarketlinkp22jr/darkmarketlink darknet websites
dark web sites https://github.com/aresmarketlink0ru72/aresmarketlink darknet links
dark market url https://github.com/darknetmarketlinks2025/darknetmarkets darknet site
dark websites https://github.com/tormarkets2025ukaz1/tormarkets2025 darknet markets url
onion dark website https://github.com/darknetdruglinksvojns/darknetdruglinks dark websites
darknet markets url https://github.com/darknetmarketlistv8tg0/darknetmarketlist dark market link
darknet markets url https://github.com/darknetmarketslist/darknetmarketslist darkmarket url
dark web market links https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl darkmarket link
darknet site https://github.com/darkmarkets2025we92r/darkmarkets2025 darknet market lists
dark web markets https://github.com/darknetwebsitesgflpx/darknetwebsites dark web market list
dark web market list https://github.com/darkmarketlinkp22jr/darkmarketlink darknet market list
darknet markets onion https://github.com/aresmarketlink0ru72/aresmarketlink dark websites
onion dark website https://github.com/darknetmarketlistv8tg0/darknetmarketlist darknet market lists
dark web drug marketplace https://github.com/darknetmarketslist/darknetmarketslist darknet market links
darknet market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl darkmarkets
darknet market links https://github.com/darknetmarketlinks2025/darknetmarkets – darkmarket link
darknet site https://github.com/darkmarketlinkp22jr/darkmarketlink – dark market 2025
dark market 2025 https://github.com/aresmarketlink0ru72/aresmarketlink darkmarket
dark market 2025 https://github.com/darknetmarketlistv8tg0/darknetmarketlist darknet websites
tor drug market https://github.com/darknetmarketslist/darknetmarketslist darkmarket list
bitcoin dark web https://github.com/darkmarkets2025we92r/darkmarkets2025 darkmarket link
darknet sites https://github.com/darknetwebsitesgflpx/darknetwebsites – dark web drug marketplace
darknet marketplace https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl darkmarket url
onion dark website https://github.com/darknetmarketlinks2025/darknetmarkets – dark web market list
dark web market urls https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market list
darknet drug links https://github.com/aresmarketlink0ru72/aresmarketlink darknet markets url
darkmarket link https://github.com/darknetmarketslist/darknetmarketslist bitcoin dark web
darknet market list https://github.com/darknetdruglinksvojns/darknetdruglinks – darkmarkets
dark web marketplaces https://github.com/darknetmarketlinks2025/darknetmarkets – darknet market lists
darknet market list https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark web link
dark web sites https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl darknet markets url
darknet links https://github.com/aresmarketlink0ru72/aresmarketlink darkmarket list
darknet marketplace https://github.com/darknetwebsitesgflpx/darknetwebsites – dark markets 2025
darknet links https://github.com/darknetmarketslist/darknetmarketslist dark web market
dark market https://github.com/darknetmarketlinks2025/darknetmarkets – darknet market list
dark market https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market onion
darknet drug links https://github.com/darknetmarketlistv8tg0/darknetmarketlist darknet market lists
darknet marketplace https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl dark markets
dark web link https://github.com/darknetwebsitesgflpx/darknetwebsites – dark market
darknet markets 2025 https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark websites
dark web sites https://github.com/darknetwebsitesgflpx/darknetwebsites – dark markets
best darknet markets https://github.com/darknetmarketlinks2025/darknetmarkets – darknet drug store
darknet markets onion https://github.com/darkmarketlinkp22jr/darkmarketlink – dark market link
darknet marketplace https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark websites
onion dark website https://github.com/darknetwebsitesgflpx/darknetwebsites – dark market url
darkmarket list https://github.com/darknetmarketlinks2025/darknetmarkets – best darknet markets
darknet market lists https://github.com/darkmarketlinkp22jr/darkmarketlink – darkmarket link
dark web markets https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark web market urls
darknet links https://github.com/darknetwebsitesgflpx/darknetwebsites – darknet market links
darkmarket 2025 https://github.com/darknetdruglinksvojns/darknetdruglinks – darknet market links
darkmarket link https://github.com/darkmarketlinkp22jr/darkmarketlink – dark web markets
darkmarket 2025 https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet links
bitcoin dark web https://github.com/darknetmarketslist/darknetmarketslist dark market link
dark web sites https://github.com/darkmarkets2025we92r/darkmarkets2025 darknet market lists
darknet market links https://github.com/aresmarketlink0ru72/aresmarketlink tor drug market
darknet drug links https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl darknet market links
darkmarket https://github.com/darknetwebsitesgflpx/darknetwebsites – darknet markets onion
darknet market lists https://github.com/darknetmarketlinks2025/darknetmarkets – dark markets
dark websites https://github.com/darknetdruglinksvojns/darknetdruglinks – bitcoin dark web
dark market https://github.com/darkmarketlinkp22jr/darkmarketlink – darknet websites
darknet market links https://github.com/darknetmarketslist/darknetmarketslist – darknet markets onion
darknet market lists https://github.com/darkmarkets2025we92r/darkmarkets2025 – dark web link
darknet markets links https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark market
darknet market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – best darknet markets
darknet sites https://github.com/darknetwebsitesgflpx/darknetwebsites darkmarket link
darknet markets https://github.com/darknetdruglinksvojns/darknetdruglinks darkmarket 2025
darknet markets onion address https://github.com/darkmarketlinkp22jr/darkmarketlink darknet websites
darknet markets onion https://github.com/tormarkets2025ukaz1/tormarkets2025 darknet markets onion address
darkmarket list https://github.com/darknetmarketslist/darknetmarketslist – darknet marketplace
darknet links https://github.com/darkmarkets2025we92r/darkmarkets2025 – dark web marketplaces
darkmarket 2025 https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market urls
onion dark website https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darkmarket
darknet links https://github.com/darknetwebsitesgflpx/darknetwebsites dark markets 2025
dark web market urls https://github.com/darknetmarketlinks2025/darknetmarkets darknet marketplace
darknet market links https://github.com/darknetdruglinksvojns/darknetdruglinks dark web marketplaces
darknet drug store https://github.com/darkmarketlinkp22jr/darkmarketlink darkmarkets
dark market link https://github.com/tormarkets2025ukaz1/tormarkets2025 darknet markets onion address
darknet sites https://github.com/darknetmarketslist/darknetmarketslist – darknet links
darkmarket 2025 https://github.com/darkmarkets2025we92r/darkmarkets2025 – dark web market links
darknet markets https://github.com/aresmarketlink0ru72/aresmarketlink – darknet market lists
darknet market https://github.com/darknetwebsitesgflpx/darknetwebsites darkmarket link
dark market list https://github.com/darknetdruglinksvojns/darknetdruglinks dark market 2025
dark market link https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet drug store
darkmarket url https://github.com/darkmarketlinkp22jr/darkmarketlink darknet drugs
dark markets https://github.com/tormarkets2025ukaz1/tormarkets2025 darknet drug store
darkmarket url https://github.com/darknetmarketslist/darknetmarketslist – dark market link
darknet links https://github.com/darkmarkets2025we92r/darkmarkets2025 – darknet markets onion
dark web market links https://github.com/darknetwebsitesgflpx/darknetwebsites dark markets 2025
darknet markets onion https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets onion address
darknet markets links https://github.com/darkmarketlinkp22jr/darkmarketlink darkmarket list
dark web sites https://github.com/darknetmarketslist/darknetmarketslist – darknet market links
dark market https://github.com/darkmarkets2025we92r/darkmarkets2025 – darknet markets
darknet markets links https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark markets
dark market onion https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark websites
bitcoin dark web https://github.com/darknetmarketslist/darknetmarketslist – darknet markets links
darkmarket https://github.com/darkmarkets2025we92r/darkmarkets2025 – onion dark website
dark websites https://github.com/aresmarketlink0ru72/aresmarketlink – darknet marketplace
dark web drug marketplace https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet websites
darknet markets onion https://github.com/darknetmarketslist/darknetmarketslist – dark web marketplaces
darknet marketplace https://github.com/darkmarkets2025we92r/darkmarkets2025 – darkmarket 2025
darkmarket link https://github.com/tormarkets2025ukaz1/tormarkets2025 dark web market links
darknet markets onion address https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark market 2025
dark web markets https://github.com/darknetdruglinksvojns/darknetdruglinks darknet drug store
dark web markets https://github.com/darknetmarketlinks2025/darknetmarkets darknet drugs
dark market 2025 https://github.com/darknetmarketslist/darknetmarketslist – darkmarket url
best darknet markets https://github.com/tormarkets2025ukaz1/tormarkets2025 dark markets 2025
darknet market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet sites
darknet market https://github.com/darkmarkets2025we92r/darkmarkets2025 – darkmarket link
best darknet markets https://github.com/aresmarketlink0ru72/aresmarketlink – darkmarkets
darknet market links https://github.com/darknetmarketslist/darknetmarketslist – dark markets
dark web marketplaces https://github.com/darkmarkets2025we92r/darkmarkets2025 – darknet market list
darkmarket list https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web market
darknet market list https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets links
darknet markets onion https://github.com/darknetmarketslist/darknetmarketslist – darkmarket
darknet sites https://github.com/darkmarkets2025we92r/darkmarkets2025 – darkmarket link
dark markets 2025 https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web markets
dark market url https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets onion
dark market list https://github.com/darknetmarketslist/darknetmarketslist – darknet market
darknet market list https://github.com/darkmarkets2025we92r/darkmarkets2025 – darknet markets 2025
dark web link https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darkmarket list
best darknet markets https://github.com/aresmarketlink0ru72/aresmarketlink – darknet market lists
darknet drug links https://github.com/darknetmarketslist/darknetmarketslist – dark web market links
dark web market list https://github.com/darkmarkets2025we92r/darkmarkets2025 – dark market link
dark web drug marketplace https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet drugs
dark market url https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet markets links
darknet drug store https://github.com/darknetmarketslist/darknetmarketslist – darknet markets 2025
dark markets https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet marketplace
darknet markets links https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market list
darknet markets onion address https://github.com/darkmarkets2025we92r/darkmarkets2025 – dark markets 2025
darkmarket 2025 https://github.com/darknetmarketslist/darknetmarketslist – dark web sites
onion dark website https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark market link
darknet drug market https://github.com/darkmarkets2025we92r/darkmarkets2025 – darkmarket 2025
dark web drug marketplace dark market link
dark web sites https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets 2025
darknet links darknet markets
darknet markets onion address dark markets 2025
dark websites https://github.com/aresmarketlink0ru72/aresmarketlink – darknet market list
darknet links https://github.com/darknetmarketslist/darknetmarketslist – dark market 2025
dark market link dark websites
dark markets darknet markets onion address
darkmarket url https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet sites
dark websites dark market url
dark market onion best darknet markets
dark web market list darknet markets onion
darknet markets url dark web market urls
dark web marketplaces dark web link
darknet markets darknet market
darkmarket list darknet drugs
darknet links darknet sites
dark web sites darknet drug market
dark web market urls darknet markets links
dark websites darknet market list
darkmarket 2025 darknet markets
dark websites darknet sites
dark web market list dark market link
dark web market urls dark market list
bitcoin dark web darknet markets
darknet market links dark web market links
darknet market darknet markets onion
darkmarket 2025 darknet site
tor drug market dark web markets
darkmarket dark web sites
dark web market onion dark website
dark web market links dark market url
darknet websites dark websites
best darknet markets darknet drugs
darknet markets darkmarket list
dark markets 2025 darknet links
darkmarket link darknet markets links
dark market onion darknet websites
dark web market links dark market url
dark web market links dark web link
dark markets darkmarket list
darknet drug links dark web market list
darkmarkets bitcoin dark web
darkmarket 2025 darknet drugs
dark web market dark web sites
best darknet markets darknet drug market
darkmarket list dark market onion
darknet markets links dark market
darknet markets 2025 dark websites
darkmarket list dark web market links
darkmarkets dark web market
darknet site darknet links
dark market link dark web market links
darknet drugs darkmarkets
dark market url dark web link
darknet market lists darkmarkets
dark market onion dark markets 2025
darknet markets url darkmarket 2025
bitcoin dark web darknet markets onion address
dark web market darknet sites
darknet sites darknet markets links
dark web drug marketplace darknet links
bitcoin dark web dark markets 2025
darknet market links onion dark website
darknet market lists dark market onion
darknet markets onion address dark market list
darknet markets onion address darknet markets onion
darknet drug market dark market
darknet websites dark web link
darknet markets 2025 tor drug market
dark markets 2025 dark web market
darkmarket list darknet sites
dark websites dark web market links
darknet drug links dark web market urls
darknet links dark market link
darkmarket url darkmarket link
darknet markets 2025 darknet market lists
darknet market list darkmarket list
darknet drug store dark web market list
darkmarkets darknet markets
dark market link dark websites
darknet market lists darkmarket 2025
dark market link darknet market lists
dark markets dark market
darknet websites dark market url
dark websites onion dark website
darkmarket dark market
dark web market list darknet markets onion address
darknet drug market darknet websites
darknet sites darknet sites
darknet drug links best darknet markets
darknet sites darkmarkets
darkmarket list dark market url
darkmarket url dark web market links
darknet market links darknet marketplace
dark web market urls dark market 2025
darknet links darknet drugs
darkmarket url darknet websites
dark web market links darknet markets url
best darknet markets darknet sites
darkmarkets darkmarket link
darknet site darknet links
darkmarket link darknet markets 2025
dark market onion darkmarket url
dark web marketplaces best darknet markets
darknet market list darknet websites
dark web drug marketplace darknet sites
darknet market list darknet site
dark market 2025 darknet site
darknet markets 2025 dark web market
dark market link onion dark website
tor drug market bitcoin dark web
dark markets darknet markets 2025
dark web drug marketplace darknet site
darknet websites dark market 2025
darkmarket list dark web market links
darkmarket url darknet drugs
dark web link darknet drugs
darknet drug market darknet site
darkmarket dark web market urls
dark markets 2025 darknet site
darknet markets onion address dark market 2025
dark market list dark market list
darknet market list darknet marketplace
darknet markets onion address darknet markets
darkmarket 2025 dark web drug marketplace
darknet markets url darknet market list
darknet site dark markets 2025
dark markets darkmarket 2025
dark markets 2025 dark markets
dark web market links dark web market list
darknet drug market dark web market list
dark market onion onion dark website
onion dark website dark market
tor drug market best darknet markets
darknet markets links dark markets
darknet markets 2025 dark web market urls
best darknet markets https://github.com/newonionlinks/darknetmarkets – best darknet markets
darkmarket 2025 https://github.com/newonionlinks/darknetmarkets darknet drugs
darknet market list darknet market
darknet market list https://github.com/newonionlinks/darknetmarkets – darknet drug market
darknet market list https://github.com/newonionlinks/darknetmarkets – dark web market
dark web marketplaces https://github.com/newonionlinks/darknetmarkets dark web market
dark web market links best darknet markets
darknet markets 2025 https://github.com/newonionlinks/darknetmarkets – dark web marketplaces
darknet markets onion https://github.com/newonionlinks/darknetmarkets darknet markets url
darknet markets onion address https://github.com/newonionlinks/darknetmarkets – darknet markets onion
tor drug market https://github.com/newonionlinks/darknetmarkets darknet markets onion address
dark web market links dark websites
darknet drug market https://github.com/newonionlinks/darknetmarkets – darknet markets onion
darkmarket link https://github.com/newonionlinks/darknetmarkets darknet market list
darknet marketplace darknet drug market
dark web drug marketplace https://github.com/newonionlinks/darknetmarkets – best darknet markets
darknet market links darknet markets 2025
tor drug market darkmarket list
dark web market dark web sites
best darknet markets https://github.com/newonionlinks/darknetmarkets – dark websites
darknet drug links darknet market
dark web market links darknet market list
darknet market links dark web market
dark web market links https://github.com/newonionlinks/darknetmarkets – best darknet markets
darknet markets darknet drug links
darkmarkets dark web market links
best darknet markets darknet drug links
darkmarkets https://github.com/newonionlinks/darknetmarkets – dark market url
darknet markets url dark web market
dark web link dark market link
darknet market https://github.com/newonionlinks/darknetmarkets – dark web sites
darknet market links dark market link
darknet market list darknet site
dark web link darknet links
onion dark website https://github.com/newonionlinks/darknetmarkets – dark web markets
darknet sites darknet websites
darknet site dark web link
darknet markets onion address dark web market
darknet market links darkmarket list
darknet drugs darkmarket 2025
darkmarket https://github.com/newonionlinks/darknetmarkets – dark web market
darkmarkets darkmarket url
dark websites darkmarket url
dark web markets dark websites
darknet websites dark market 2025
darknet sites darkmarket
bitcoin dark web darknet marketplace
dark markets https://github.com/newonionlinks/darknetmarkets – dark web market urls
darknet market tor drug market
darknet markets onion darkmarket url
onion dark website https://github.com/newonionlinks/darknetmarkets dark web link
dark web market links darknet links
dark markets 2025 https://github.com/newonionlinks/darknetmarkets – dark market 2025
dark market darknet drugs
darkmarket list dark web market
darknet markets 2025 dark web link
darknet market lists https://github.com/newonionlinks/darknetmarkets dark web sites
darknet site dark web markets
tor drug market dark websites
darkmarkets https://github.com/newonionlinks/darknetmarkets – bitcoin dark web
darkmarket https://github.com/newonionlinks/darknetmarkets – darknet drug store
bitcoin dark web darknet websites
darknet markets onion darknet drugs
dark market list https://github.com/newonionlinks/darknetmarkets dark web market urls
darknet sites dark web market urls
darkmarket list dark web market urls
dark market url darkmarket
darknet markets 2025 https://github.com/newonionlinks/darknetmarkets – darknet market links
darknet drugs dark markets 2025
dark markets https://github.com/newonionlinks/darknetmarkets darknet markets onion address
darkmarket url darknet market lists
darknet websites darkmarket
dark web market urls dark web market urls
dark web markets dark market url
darknet markets url https://github.com/newonionlinks/darknetmarkets – darknet markets 2025
dark web market urls dark market onion
darknet drug links https://github.com/newonionlinks/darknetmarkets dark web market
tor drug market dark web link
dark web drug marketplace dark market url
dark websites darknet links
dark web marketplaces darknet site
darkmarket link https://github.com/newonionlinks/darknetmarkets – darknet markets url
darkmarket 2025 darkmarket link
dark markets dark market 2025
dark web market urls darknet market list
darknet site darkmarket 2025
darknet market https://github.com/newonionlinks/darknetmarkets – dark market list
tor drug market darkmarkets
darkmarket darknet market links
onion dark website darkmarket link
dark market list darknet markets links
darkmarket dark web markets
dark web markets https://github.com/newonionlinks/darknetmarkets – dark web drug marketplace
dark markets darknet drug store
darkmarket 2025 darkmarket
dark web sites dark websites
dark market link darknet sites
dark web markets https://github.com/newonionlinks/darknetmarkets – darkmarket link
darknet websites darknet sites
dark market onion dark web drug marketplace
darknet market links dark web market
tor drug market dark web drug marketplace
darknet drugs https://github.com/newonionlinks/darknetmarkets – dark market onion
darknet market lists https://github.com/newonionlinks/darknetmarkets – darknet market list
darknet markets 2025 darknet drugs
darknet marketplace dark web market urls
darkmarket url darkmarket url
darknet markets url darknet websites
darknet drug links dark market url
darknet drug links dark web sites
dark web market list darknet links
dark markets 2025 darknet links
darkmarket url dark market onion
onion dark website darknet market
dark web market dark web market list
darknet marketplace dark web marketplaces
darkmarket darknet market
dark markets 2025 darknet marketplace
darknet market list dark web marketplaces
dark web sites darknet marketplace
darknet sites darknet markets links
bitcoin dark web dark market url
dark market 2025 https://github.com/newonionlinks/darknetmarkets – darkmarkets
darknet markets onion darkmarket url
tor drug market https://github.com/newonionlinks/darknetmarkets dark web sites
dark web marketplaces dark markets
darknet drug market darknet markets onion
darknet market darkmarket
darknet site darknet markets
darkmarket onion dark website
darkmarket dark websites
dark market url onion dark website
dark web sites darkmarket 2025
darknet links dark web markets
dark web sites dark web link
best darknet markets darkmarket link
dark market list dark markets
dark market url https://github.com/newonionlinks/darknetmarkets dark market url
darknet markets onion address darknet market list
dark markets https://github.com/newonionlinks/darknetmarkets – darknet marketplace
darkmarket url dark markets 2025
darknet markets 2025 https://github.com/newonionlinks/darknetmarkets – dark market url
darkmarket list dark web drug marketplace
dark markets darknet markets url
dark web market urls https://github.com/newonionlinks/darknetmarkets tor drug market
dark market dark web sites
darkmarket link https://github.com/newonionlinks/darknetmarkets – darknet site
darknet drug links bitcoin dark web
darkmarket darknet market lists
dark market dark websites
darkmarket 2025 dark web market
dark web market links https://github.com/newonionlinks/darknetmarkets bitcoin dark web
darknet markets onion darknet websites
dark websites https://github.com/newonionlinks/darknetmarkets – tor drug market
dark markets dark web marketplaces
dark web markets bitcoin dark web
darknet market lists darknet markets 2025
darknet drug links dark web link
darknet websites https://github.com/newonionlinks/darknetmarkets dark markets 2025
darknet market links https://github.com/newonionlinks/darknetmarkets – darknet market
darknet market list dark web market
darkmarkets darknet drug links
dark web market darknet links
darknet markets onion address darknet marketplace
dark web sites https://github.com/newonionlinks/darknetmarkets dark markets 2025
darkmarkets https://github.com/newonionlinks/darknetmarkets – darknet markets links
darknet drug links best darknet markets
darknet site dark web drug marketplace
darkmarket link dark web market
darknet market list dark market onion
darkmarket https://github.com/newonionlinks/darknetmarkets darkmarkets
darknet sites https://github.com/newonionlinks/darknetmarkets – darknet websites
dark websites darknet sites
dark market onion dark market link
dark web link darknet markets links
dark markets 2025 https://github.com/newonionlinks/darknetmarkets – darknet websites
dark web link https://github.com/newonionlinks/darknetmarkets darknet drug market
darknet drug store https://github.com/newonionlinks/darknetmarkets – dark market list
darknet drugs dark market 2025
dark web market darkmarket
darkmarket darknet drug links
dark market list best darknet markets
tor drug market darkmarket url
darknet drug links https://github.com/newonionlinks/darknetmarkets – dark markets
darknet drug store darknet market lists
dark markets https://github.com/newonionlinks/darknetmarkets – darkmarket 2025
darkmarket dark market url
dark market 2025 darknet drug store
onion dark website darknet markets 2025
darknet markets 2025 dark market 2025
bitcoin dark web https://github.com/newonionlinks/darknetmarkets dark web sites
darkmarket list https://github.com/newonionlinks/darknetmarkets – dark web market list
dark market onion darknet drug store
darknet site dark market url
darknet markets links darkmarket
darknet links https://github.com/newonionlinks/darknetmarkets – dark web market
darknet drug store https://github.com/newonionlinks/darknetmarkets darknet marketplace
darkmarket darkmarket link
darknet drug market https://github.com/newonionlinks/darknetmarkets – bitcoin dark web
darkmarket url tor drug market
darknet drug market darknet sites
darkmarket list darknet market lists
darknet market lists darknet websites
dark market url darknet markets
dark websites https://github.com/newonionlinks/darknetmarkets – darknet market
darkmarket 2025 https://github.com/newonionlinks/darknetmarkets darknet markets onion address
darknet drug market https://github.com/newonionlinks/darknetmarkets – dark markets
darkmarkets darkmarket list
darknet drug links dark market list
dark web markets dark web sites
dark market list dark market
darkmarket darkmarkets
darknet markets onion https://github.com/newonionlinks/darknetmarkets dark web markets
darkmarket list https://github.com/newonionlinks/darknetmarkets – darkmarket
dark web marketplaces https://github.com/newonionlinks/darknetmarkets – darknet drug market
dark web market links onion dark website
darknet websites darkmarket
dark web drug marketplace dark web market list
dark web link https://github.com/newonionlinks/darknetmarkets darknet markets url
darkmarket list darknet links
best darknet markets darknet markets 2025
dark web marketplaces https://github.com/newonionlinks/darknetmarkets – darkmarket list
tor drug market darknet market list
darknet drug store darknet marketplace
bitcoin dark web darkmarket list
darknet drug store https://github.com/newonionlinks/darknetmarkets dark web link
darknet drug market https://github.com/newonionlinks/darknetmarkets – dark market list
darkmarket 2025 https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet market list
dark web market links dark websites
darkmarket url https://github.com/darknetmarketlinks2025/darknetmarkets – darknet market links
darknet drug store https://github.com/aresmarketlink0ru72/aresmarketlink – darknet market lists
darknet markets links https://github.com/newonionlinks/darknetmarkets dark web markets
darkmarkets https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet drugs
dark market url https://github.com/newonionlinks/darknetmarkets – dark web sites
dark market url https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – bitcoin dark web
dark market list https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark websites
darknet marketplace darkmarket 2025
darknet markets onion address https://github.com/darknetmarketlinks2025/darknetmarkets – tor drug market
bitcoin dark web https://github.com/newonionlinks/darknetmarkets darknet markets 2025
dark markets https://github.com/newonionlinks/darknetmarkets – dark web market
darknet drug links https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet websites
dark market url https://github.com/newonionlinks/darknetmarkets darknet links
darknet markets url https://github.com/newonionlinks/darknetmarkets – dark markets 2025
darknet market lists https://github.com/aresmarketlink0ru72/aresmarketlink – dark markets 2025
darknet links dark websites
dark web drug marketplace https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet drug market
tor drug market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark websites
dark market 2025 https://github.com/aresmarketlink0ru72/aresmarketlink – dark web market urls
darknet markets onion https://github.com/darknetmarketlinks2025/darknetmarkets – dark websites
darknet markets links https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark market link
darknet drugs https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark market link
dark market link https://github.com/aresmarketlink0ru72/aresmarketlink – dark web drug marketplace
dark web market https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet links
darkmarket 2025 https://github.com/darknetmarketlinks2025/darknetmarkets – darknet market lists
darknet markets 2025 https://github.com/aresmarketlink0ru72/aresmarketlink – darknet links
darkmarket link https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market
dark markets https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web market urls
dark web link https://github.com/tormarkets2025ukaz1/tormarkets2025 – tor drug market
darknet drug links https://github.com/darknetmarketlinks2025/darknetmarkets – bitcoin dark web
darkmarket https://github.com/aresmarketlink0ru72/aresmarketlink – dark websites
dark web marketplaces https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet drugs
darknet markets onion address https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web drug marketplace
darkmarkets https://github.com/aresmarketlink0ru72/aresmarketlink – darknet websites
bitcoin dark web https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark websites
darknet markets onion https://github.com/darknetmarketlinks2025/darknetmarkets – darknet drug links
dark web market urls https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market links
darknet sites https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet market list
dark market onion https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets links
dark web market links https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market link
bitcoin dark web https://github.com/darknetmarketlinks2025/darknetmarkets – dark markets
darknet markets onion address https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet drug store
dark web sites https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web marketplaces
darknet market lists https://github.com/aresmarketlink0ru72/aresmarketlink – dark web markets
dark web market links https://github.com/tormarkets2025ukaz1/tormarkets2025 – darkmarket list
darknet markets onion address https://github.com/darknetmarketlinks2025/darknetmarkets – darkmarket url
darknet marketplace https://github.com/aresmarketlink0ru72/aresmarketlink – darknet drugs
darkmarket https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet sites
dark market link https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets url
dark web marketplaces https://github.com/tormarkets2025ukaz1/tormarkets2025 – tor drug market
darknet market https://github.com/darknetmarketlinks2025/darknetmarkets – dark web drug marketplace
darkmarket 2025 https://github.com/aresmarketlink0ru72/aresmarketlink – best darknet markets
darkmarkets https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darkmarket 2025
dark web market links https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets
darkmarket list https://github.com/aresmarketlink0ru72/aresmarketlink – darknet links
darknet drugs https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet drug links
dark web market https://github.com/darknetmarketlinks2025/darknetmarkets – tor drug market
darkmarket https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet market
dark web drug marketplace https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web link
dark markets https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets onion
darknet market links https://github.com/tormarkets2025ukaz1/tormarkets2025 – darkmarkets
bitcoin dark web https://github.com/darknetmarketlinks2025/darknetmarkets – darkmarket link
dark web markets https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet markets
darknet websites https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web market
dark market url https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets onion
dark web drug marketplace https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet markets
darknet markets onion https://github.com/darknetmarketlinks2025/darknetmarkets – dark web drug marketplace
best darknet markets https://github.com/aresmarketlink0ru72/aresmarketlink – dark web markets
darkmarket list https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet market lists
dark web sites https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets url
darknet market https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet market list
darknet markets url https://github.com/darknetmarketlinks2025/darknetmarkets – darknet market
dark market url https://github.com/aresmarketlink0ru72/aresmarketlink – darknet drug store
darknet market links https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web marketplaces
darknet markets url https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets 2025
darknet market links https://github.com/aresmarketlink0ru72/aresmarketlink – dark web market
darknet markets url https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet markets links
dark web market https://github.com/darknetmarketlinks2025/darknetmarkets – darknet links
darkmarket 2025 https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darkmarket
darknet drugs https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web drug marketplace
dark market onion https://github.com/aresmarketlink0ru72/aresmarketlink – dark market list
darknet drug market https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market onion
onion dark website https://github.com/darknetmarketlinks2025/darknetmarkets – dark web sites
dark market url https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market
darknet market list https://github.com/aresmarketlink0ru72/aresmarketlink – dark market list
darknet market links https://github.com/darknetmarketlinks2025/darknetmarkets – onion dark website
darknet markets url https://github.com/aresmarketlink0ru72/aresmarketlink – darknet drugs
onion dark website https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market
dark web market links https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark market onion
darknet drug store https://github.com/tormarkets2025ukaz1/tormarkets2025 – darkmarket url
dark websites https://github.com/darknetmarketlinks2025/darknetmarkets – darknet markets onion address
dark web market urls https://github.com/aresmarketlink0ru72/aresmarketlink – darknet websites
darkmarket https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet drug market
darknet links https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark websites
darknet links https://github.com/tormarkets2025ukaz1/tormarkets2025 – onion dark website
dark web market urls https://github.com/darknetmarketlinks2025/darknetmarkets – darknet market links
darknet drug store https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darkmarket
dark web drug marketplace https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet drug store
darknet markets links https://github.com/aresmarketlink0ru72/aresmarketlink – darknet drugs
darknet markets 2025 https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark websites
darknet market https://github.com/darknetmarketlinks2025/darknetmarkets – darknet markets 2025
best darknet markets https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web markets
dark web markets https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web drug marketplace
dark web market urls https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet markets onion address
darknet drug links https://github.com/darknetmarketlinks2025/darknetmarkets – darknet websites
dark market list https://github.com/aresmarketlink0ru72/aresmarketlink – dark web market list
darknet drug store https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web marketplaces
darknet market list https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darkmarkets
tor drug market https://github.com/darknetmarketlinks2025/darknetmarkets – dark web markets
darknet market list https://github.com/aresmarketlink0ru72/aresmarketlink – dark web market links
darknet drug store https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet drug links
darknet drug store https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet site
darknet drug store https://github.com/aresmarketlink0ru72/aresmarketlink – dark web market urls
darknet markets onion address https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet drugs
darknet markets onion address https://github.com/darknetmarketlinks2025/darknetmarkets – dark market list
darknet markets onion address https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark markets
best darknet markets https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark market link
darkmarket list https://github.com/aresmarketlink0ru72/aresmarketlink – darkmarket url
darknet markets links https://github.com/darknetmarketlinks2025/darknetmarkets – darknet drug store
darknet markets https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darkmarket link
darknet markets onion https://github.com/aresmarketlink0ru72/aresmarketlink – dark markets
onion dark website https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet sites
dark market url https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet websites
dark market url https://github.com/darknetmarketlinks2025/darknetmarkets – darknet markets
darkmarket https://github.com/aresmarketlink0ru72/aresmarketlink – dark web sites
dark market list https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market urls
darknet markets onion address https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets 2025
dark market link https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet market list
dark web sites https://github.com/darknetmarketlinks2025/darknetmarkets – darknet sites
dark web drug marketplace https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market list
dark market 2025 https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet drug links
darknet marketplace https://github.com/aresmarketlink0ru72/aresmarketlink – best darknet markets
onion dark website https://github.com/tormarkets2025ukaz1/tormarkets2025 – darknet market
darknet markets 2025 https://github.com/darknetmarketlinks2025/darknetmarkets – dark web market
dark market url https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darkmarket link
darkmarket list https://github.com/aresmarketlink0ru72/aresmarketlink – darknet market lists
darkmarket 2025 https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market 2025
dark market onion https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market
darknet websites https://github.com/aresmarketlink0ru72/aresmarketlink – dark websites
best darknet markets https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets onion address
darknet markets onion address https://github.com/darknetmarketlinks2025/darknetmarkets – darknet markets 2025
darkmarket list https://github.com/aresmarketlink0ru72/aresmarketlink – onion dark website
darknet markets url https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark markets
tor drug market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark market onion
darknet market links https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market onion
darknet drugs https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets links
darknet markets onion address https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet drug market
darknet market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – bitcoin dark web
dark market url https://github.com/aresmarketlink0ru72/aresmarketlink – darknet market list
darknet markets url https://github.com/darknetmarketlinks2025/darknetmarkets – dark market url
dark web link https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark market list
darknet market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets links
dark web link https://github.com/aresmarketlink0ru72/aresmarketlink – darknet drug store
dark websites https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark web market urls
dark web link https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet markets
darknet websites https://github.com/aresmarketlink0ru72/aresmarketlink – dark web market list
darknet markets https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web link
darknet drugs https://github.com/darknetmarketlinks2025/darknetmarkets – bitcoin dark web
dark market https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets 2025
darknet websites https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark market link
dark market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet links
dark web markets https://github.com/darknetmarketlinks2025/darknetmarkets – darknet links
darknet links https://github.com/aresmarketlink0ru72/aresmarketlink – dark web market list
dark web sites https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web sites
darknet drug links https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark markets
darknet marketplace https://github.com/aresmarketlink0ru72/aresmarketlink – onion dark website
dark web markets https://github.com/darknetmarketlinks2025/darknetmarkets – dark web drug marketplace
darknet sites https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark market url
dark web drug marketplace https://github.com/aresmarketlink0ru72/aresmarketlink – dark web market list
dark web market links https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darkmarket link
dark markets https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets 2025
darknet markets https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark market list
darknet sites https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web market urls
darknet drug market https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market link
darknet drug market https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets onion address
darknet sites https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web marketplaces
darknet markets onion https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets onion address
darknet sites https://github.com/darknetmarketlinks2025/darknetmarkets – darknet markets links
dark web drug marketplace https://github.com/aresmarketlink0ru72/aresmarketlink – best darknet markets
darknet drug market https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darkmarket 2025
darknet drug market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet drug store
darknet markets links https://github.com/aresmarketlink0ru72/aresmarketlink – darkmarket
darknet markets 2025 https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market
darkmarket https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet markets onion address
bitcoin dark web https://github.com/aresmarketlink0ru72/aresmarketlink – dark web market links
tor drug market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darkmarket link
dark web market list https://github.com/darknetmarketlinks2025/darknetmarkets – best darknet markets
darknet links https://github.com/aresmarketlink0ru72/aresmarketlink – dark web marketplaces
darknet markets onion https://github.com/darknetmarketlistv8tg0/darknetmarketlist – bitcoin dark web
bitcoin dark web https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet market
dark market list https://github.com/darknetmarketlinks2025/darknetmarkets – darknet drug store
darknet market https://github.com/aresmarketlink0ru72/aresmarketlink – darknet drug links
dark websites https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web market
dark market link https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet site
dark markets 2025 https://github.com/darknetmarketlinks2025/darknetmarkets – bitcoin dark web
darkmarkets https://github.com/darknetmarketlistv8tg0/darknetmarketlist – dark web markets
darknet market lists https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet market list
bitcoin dark web https://github.com/aresmarketlink0ru72/aresmarketlink – darknet markets 2025
darknet sites https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark market
dark web market links https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet marketplace
darkmarket list https://github.com/aresmarketlink0ru72/aresmarketlink – darknet drug market
dark market https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darkmarket list
darknet marketplace https://github.com/tormarkets2025ukaz1/tormarkets2025 – dark web drug marketplace
darknet markets onion https://github.com/aresmarketlink0ru72/aresmarketlink – darkmarket link
darknet market lists https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web link
dark market url https://github.com/darknetmarketlinks2025/darknetmarkets – darknet websites
darknet markets 2025 https://github.com/aresmarketlink0ru72/aresmarketlink – best darknet markets
dark markets https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet markets url
bitcoin dark web https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darkmarket
darknet marketplace https://github.com/darknetmarketlinks2025/darknetmarkets – darknet markets onion
darknet marketplace https://github.com/aresmarketlink0ru72/aresmarketlink – darknet drug market
dark market https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet drug links
dark web market links https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web market links
darknet drugs https://github.com/aresmarketlink0ru72/aresmarketlink – darknet websites
darknet websites https://github.com/darknetmarketlinks2025/darknetmarkets – darknet market links
darkmarket 2025 https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darknet markets onion address
dark web market urls https://github.com/aresmarketlink0ru72/aresmarketlink – darknet sites
darknet markets onion address https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – dark web market links
darknet sites https://github.com/darknetmarketlinks2025/darknetmarkets – darkmarket url
dark market url https://github.com/aresmarketlink0ru72/aresmarketlink – dark web markets
dark market onion https://github.com/darknetmarketlistv8tg0/darknetmarketlist – darkmarket
dark web link https://github.com/nexusdarkneturlwrf4t/nexusdarkneturl – darknet markets onion address
darknet websites https://github.com/darknetmarketlinks2025/darknetmarkets – dark markets
darknet markets links darknet site
darknet market list darknet drug market
darknet market dark web sites
dark web market dark web drug marketplace
darknet sites darknet marketplace
darknet markets 2025 darkmarket
best darknet markets darknet drugs
dark websites best darknet markets
darkmarket bitcoin dark web
darknet markets best darknet markets
darknet market list darknet marketplace
darkmarket url dark web markets
darkmarket list tor drug market
darknet site dark web drug marketplace
tor drug market dark websites
bitcoin dark web darknet drug store
dark market list dark markets 2025
dark markets 2025 darknet markets 2025
onion dark website darknet market list
darknet market links best darknet markets
onion dark website darkmarkets
dark web link darknet marketplace
dark web drug marketplace darknet drug links
best darknet markets darknet drug links
darknet market lists dark web link
dark web market list darkmarket list
dark market link bitcoin dark web
darkmarket 2025 dark web link
dark web market links darknet market list
darkmarket list darkmarket url
darknet marketplace dark web market urls
dark web market urls darkmarket 2025
darknet market links darknet market links
darknet market list darknet market list
darkmarket 2025 darkmarkets
dark web market dark web market
darknet site darknet site
darknet markets onion darknet market list
darkmarket dark market onion
darknet drugs darkmarket 2025
darknet sites dark market list
darknet links dark web market urls
best darknet markets dark market list
tor drug market onion dark website
bitcoin dark web dark web market links
dark market 2025 darknet markets url
dark market onion dark markets 2025
dark market url dark web marketplaces
darknet sites darknet markets url
dark web markets darknet websites
dark web market list dark web market links
darknet market darknet drug store
darknet drug links dark web market links
darknet markets links darkmarket link
best darknet markets dark market 2025
dark web markets dark web marketplaces
darkmarket darkmarket list
best darknet markets darknet market links
dark web drug marketplace darknet markets
darknet markets onion dark market list
darknet market lists dark markets 2025
dark market list dark web markets
dark web drug marketplace dark market
dark markets darknet drug market
darknet marketplace dark websites
darkmarket list dark web marketplaces
darknet markets onion dark market list
darknet markets url darknet market
darknet drug store dark web marketplaces
dark web sites dark market
tor drug market dark markets 2025
darknet markets 2025 darkmarket link
dark markets 2025 dark web market links
dark web link dark web sites
darkmarket darknet marketplace
darknet markets 2025 dark market
dark web markets darknet market
dark websites darknet drug store
bitcoin dark web darknet markets onion
darkmarket 2025 darknet links
darknet market list darkmarket
darknet site darknet site
bitcoin dark web dark web marketplaces
dark web marketplaces darkmarkets
darknet links darknet sites
dark web marketplaces darknet drug market
dark market onion dark market
dark market list dark web sites
dark markets 2025 darkmarkets
darknet markets dark market onion
dark markets 2025 dark web market urls
dark web markets darknet markets onion address
dark market darknet markets onion address
darknet market lists dark markets
darknet drug store dark market onion
darknet markets onion address dark market link
dark web market links dark market link
dark market 2025 darknet drug market
dark web market links tor drug market
dark web marketplaces bitcoin dark web
dark market tor drug market
dark websites dark market
darknet marketplace dark web market urls
darknet links dark web market urls
dark market link darknet market lists
dark market 2025 dark websites
darknet markets links https://darkode-market.com/ – darknet websites
dark web market list https://mydarkmarketlink.com/ – tor drug market
dark web drug marketplace dark web market links
dark web market list darknet drugs
dark market dark websites
bitcoin dark web darknet links
dark web market links onion dark website
darknet markets onion address dark web market links
darkmarket 2025 dark markets
darknet markets onion address darknet drug store
dark web drug marketplace darknet websites
darknet market links dark market
darkmarket link darknet market lists
darkmarket link darkmarket 2025
dark web markets https://darkfoxmarketplace.com/ – dark market onion
tor drug market https://dark-web-versus.com – darknet links
dark web sites dark web link
darkmarkets darknet drug links
darknet drug market https://darkmarketdarkfox.com/ – dark web marketplaces
darknet markets https://asap-market-onion.com/ – darknet market list
darknet markets onion https://drdarkfoxmarket.com – darknet markets url
darkmarket 2025 dark web marketplaces
darknet links dark market link
dark web market links https://kingdom-marketplace.com/ – dark market
darknet markets url https://kingdommarketdarknet.com/ – darknet markets links
darknet market list https://cannahome-darkmarket-online.com/ – tor drug market
dark web market urls darknet markets links
best darknet markets darknet markets 2025
dark web market urls https://cannahomedarknetdrugstore.com/ – darknet markets
darknet markets onion darkmarket url
darknet markets 2025 https://mydarkmarketlink.com/ – dark web drug marketplace
darknet market links https://darknetmarketsonion.shop/ – darknet drug store
darkmarket list darkmarkets
dark websites darknet drug links
dark market onion https://cannahomedarknetdrugstore.com/ – darknet markets url
darknet sites darkmarket list
dark web markets https://mydarkmarketlink.com/ – darknet drug links
dark web markets https://darknetmarketsonion.shop/ – dark markets
darknet markets url darknet drug market
dark web market links https://cannahomemarket.link/ – darkmarket list
darkmarket list https://dark-web-versus.com – darknet drug market
darknet drug links darknet markets onion address
dark market onion https://mydarkmarketlink.com/ – dark market
dark market https://kingdomdarkmarketonline.com/ – darknet market links
dark web market https://kingdomdarknetdrugstore.com/ – dark market list
dark web drug marketplace darknet drug links
darknet markets url dark market list
darknet markets links darknet drug market
darknet markets https://drdarkfoxmarket.com – darknet market links
dark market onion https://darkode-market.com/ – darknet market links
dark web sites https://onion-dark-market.shop/ – dark websites
dark web market links https://kingdomdarkmarketonline.com/ – darknet drug links
darknet market lists dark market 2025
dark market 2025 darknet markets links
darkmarkets https://cannahomemarket.link/ – darknet markets 2025
dark web market links https://cannahomedarknetdrugstore.com/ – darknet markets links
onion dark website https://darkwebversus.com/ – darkmarket list
darkmarkets darkmarket
dark web markets https://mydarkmarketlink.com/ – darkmarkets
darknet markets onion https://kingdommarketdarknet.com/ – dark web marketplaces
darknet markets onion address darknet links
dark web link https://darkfoxmarketplace.com/ – darknet drug links
darknet websites best darknet markets
darkmarket url https://drdarkfoxmarket.com – darknet market
darkmarket dark market 2025
darknet drug links https://darkmarketpremium.com/ – dark market
dark markets https://onion-dark-market.shop/ – best darknet markets
dark web market urls https://kingdomdarkmarketonline.com/ – dark market url
best darknet markets dark markets
dark market list https://cannahome-darkmarket-online.com/ – dark market onion
darknet drug market https://cannahomedarknetdrugstore.com/ – darkmarket url
darknet sites https://aasap-market.com/ – darknet links
darknet market lists https://firstdarkmarket.com/ – darknet websites
darknet sites darkmarket 2025
darknet market links https://asap-market-onion.com/ – darknet drug store
darknet marketplace darkmarket url
dark markets dark market link
darknet market list https://cannahomemarket.link/ – dark markets 2025
darknet market https://darkwebversus.com/ – darknet markets links
darknet markets url darknet markets url
dark markets 2025 darkmarket list
darkmarket https://darkmarketdarkfox.com/ – darkmarkets
darkmarket 2025 dark market url
best darknet markets https://cannahomemarket.link/ – best darknet markets
darknet drug market darknet websites
darkmarkets https://darkwebversus.com/ – dark markets
dark market 2025 https://dark-web-versus.com – dark market 2025
dark markets 2025 darknet site
darkmarket https://mydarkmarketlink.com/ – darknet sites
dark web market urls dark market url
darknet market list https://kingdommarketdarknet.com/ – darknet market links
darknet drug market best darknet markets
onion dark website https://darkfoxmarketplace.com/ – dark web market list
darkmarket 2025 https://darkode-market.com/ – bitcoin dark web
darkmarket 2025 https://dark-web-versus.com – dark web markets
dark web market links https://darkmarketdarkfox.com/ – darknet market links
darknet websites https://darknetmarketsonion.shop/ – darknet markets url
darkmarkets https://darkfoxmarketplace.com/ – dark web market
darkmarkets https://aasap-market.com/ – darknet sites
dark web link https://cannahomedarknetdrugstore.com/ – dark web market
dark market url https://firstdarkmarket.com/ – darknet drug market
darkmarket 2025 https://asap-market-onion.com/ – darknet drugs
onion dark website https://cannahome-darkmarket-online.com/ – darknet markets onion address
darknet markets onion address https://darkmarketpremium.com/ – darknet market lists
dark web drug marketplace https://dark-web-versus.com – dark market url
darkmarket https://darkmarketdarkfox.com/ – darknet market list
darknet markets onion https://kingdomdarkmarketonline.com/ – darknet websites
darknet markets links https://darkfoxmarketplace.com/ – dark markets
darknet websites https://darkfoxdarkweb.com/ – dark market list
darkmarket url https://kingdomdarkmarketplace.com – dark web sites
dark market link https://firstdarkmarket.com/ – darknet links
darkmarket url https://kingdommarketdarknet.com/ – darkmarket url
darknet market https://darkfoxmarketplace.com/ – dark market
darknet markets links https://darkode-market.com/ – darknet markets links
darkmarket https://drdarkfoxmarket.com – darknet market lists
dark market url https://onion-dark-market.shop/ – darknet drugs
darknet drug store https://darknetmarketsonion.shop/ – onion dark website
tor drug market https://cyberdarkmarkets.com/ – bitcoin dark web
dark market https://darkmarketpremium.com/ – best darknet markets
darkmarket list https://kingdom-darkmarketplace.com – dark web market
dark market 2025 https://mydarkmarketlink.com/ – darknet market lists
dark web markets https://idarknetmarket.com/ – dark web link
darknet marketplace https://darkfoxmarketplace.com/ – darknet market
darknet markets https://darkmarketpremium.com/ – darknet drug links
darkmarket 2025 https://drdarkfoxmarket.com – darknet market
dark markets 2025 https://darkmarketdarkfox.com/ – darknet drug links
darknet sites https://kingdomdarkmarketonline.com/ – dark market url
darknet market list https://cyberdarkmarkets.com/ – dark web link
dark markets https://darkode-market.com/ – darkmarket 2025
darkmarket link https://cannahomedarknetdrugstore.com/ – darknet drug links
dark web sites https://kingdom-marketplace.com/ – dark web link
dark web market https://asap-market-onion.com/ – onion dark website
darknet drug store https://cannahomemarket.link/ – dark websites
dark market onion https://drdarkfoxmarket.com – dark web market list
darknet markets url https://onion-dark-market.shop/ – dark web sites
darknet market https://darknetmarketsonion.shop/ – dark market link
darknet markets url https://darkfoxdarkweb.com/ – dark web market urls
darknet markets links https://darkfoxmarketplace.com/ – tor drug market
darkmarket list https://kingdom-darkmarketplace.com – dark web drug marketplace
dark web market urls dark web market urls
darkmarkets darknet markets 2025
dark web sites dark websites
dark markets 2025 https://kingdom-marketplace.com/ – dark market
darknet markets darknet markets url
dark web markets https://darknetmarketsonion.shop/ – darknet market list
bitcoin dark web darkmarket link
dark web marketplaces https://aasap-market.com/ – darkmarket 2025
dark web market urls https://cannahomemarket.link/ – darknet markets url
dark web drug marketplace https://dark-web-versus.com – dark markets
dark market onion darknet market lists
dark web markets darknet site
best darknet markets darknet drug market
dark web market links https://firstdarkmarket.com/ – dark market 2025
darkmarket https://kingdomdarkmarketonline.com/ – dark market list
dark web market urls darknet market links
darknet marketplace https://darkfoxdarkweb.com/ – dark web market
dark web market urls https://darkfoxmarketplace.com/ – darknet markets url
dark web market links https://cannahomedarknetdrugstore.com/ – darknet markets
darknet drug links darknet market lists
darknet market links dark markets 2025
dark web sites https://mydarkmarketlink.com/ – darknet sites
dark web link darkmarket 2025
dark market list https://idarknetmarket.com/ – darknet market list
darknet drugs darknet sites
dark web markets https://aasap-market.com/ – darknet links
darknet markets onion https://cyberdarkmarkets.com/ – darknet markets onion
darknet drug links dark web market links
darknet markets url darkmarkets
dark web drug marketplace https://kingdomdarkmarketplace.com – darknet sites
darknet market darknet websites
dark web link https://asap-market-onion.com/ – tor drug market
darknet market links https://darkode-market.com/ – best darknet markets
darknet market lists darknet site
onion dark website darknet sites
darknet links darknet sites
bitcoin dark web https://cannahomedarknetdrugstore.com/ – dark web market links
darknet market list dark web market links
darknet markets url https://onion-dark-market.shop/ – darknet drug market
dark market link https://darkmarketpremium.com/ – darknet market list
dark web market list darknet markets url
dark web drug marketplace dark web link
bitcoin dark web darkmarkets
dark market 2025 https://cyberdarkmarkets.com/ – darkmarket list
darkmarkets darknet markets 2025
darknet marketplace https://kingdom-darkmarketplace.com – onion dark website
darknet market list darknet market
dark markets 2025 https://darkmarketdarkfox.com/ – darkmarket 2025
dark market 2025 https://darkmarketpremium.com/ – dark web markets
darkmarkets dark market url
dark web market links darknet market
dark web market list https://drdarkfoxmarket.com – darknet markets onion
dark market dark web market links
darknet markets onion darknet drug store
darknet market https://kingdom-marketplace.com/ – dark market
darkmarket url https://darkode-market.com/ – dark web market list
darkmarket 2025 https://darknetmarketsonion.shop/ – darknet markets
dark web drug marketplace darknet market links
darkmarket link https://cannahome-darkmarket-online.com/ – dark market 2025
dark web market links dark web link
dark markets darknet links
darknet websites https://dark-web-versus.com – darknet markets url
dark web drug marketplace darknet markets url
dark market https://onion-dark-market.shop/ – dark market
darkmarket list https://idarknetmarket.com/ – dark web markets
dark market list https://cyberdarkmarkets.com/ – bitcoin dark web
dark web link darkmarket link
dark market link best darknet markets
darknet links dark market onion
dark market darkmarket link
darknet links https://kingdomdarkmarketplace.com – darknet market list
darknet market lists https://darkfoxdarkweb.com/ – darkmarket url
darknet markets 2025 https://kingdom-marketplace.com/ – darkmarket 2025
dark markets 2025 https://darknetmarketsonion.shop/ – darknet market links
best darknet markets darknet markets onion
dark web market urls https://kingdomdarknetdrugstore.com/ – darkmarket 2025
best darknet markets darknet markets 2025
tor drug market darkmarket link
darkmarket 2025 darknet site
dark market link https://dark-web-versus.com – darkmarket 2025
darknet drug store bitcoin dark web
dark web market urls https://darkwebversus.com/ – darkmarket link
darknet markets onion https://mydarkmarketlink.com/ – darkmarket list
darknet websites https://kingdomdarkmarketonline.com/ – darkmarket list
dark web market links dark web drug marketplace
darkmarkets darknet site
onion dark website https://cannahomemarket.link/ – darknet market lists
dark web market darkmarket url
dark market link dark web marketplaces
dark web market list https://kingdom-darkmarketplace.com – best darknet markets
darknet market links dark web marketplaces
dark web drug marketplace https://aasap-market.com/ – dark web link
tor drug market https://darkmarketdarkfox.com/ – dark web market
darknet markets onion darknet websites
darknet sites https://asap-market-onion.com/ – darknet markets onion address
darkmarket 2025 darkmarket 2025
dark web link https://cannahomemarket.link/ – darknet drug market
darkmarkets darknet drug links
dark markets 2025 darknet site
dark web sites https://kingdomdarkmarketplace.com – darknet drug market
darkmarkets dark web market
dark web marketplaces https://darkwebversus.com/ – dark web sites
darkmarkets bitcoin dark web
darknet site https://firstdarkmarket.com/ – dark web market
darknet market lists https://darknetmarketsonion.shop/ – darknet markets onion address
dark web sites dark web drug marketplace
tor drug market https://kingdomdarknetdrugstore.com/ – darknet markets
best darknet markets dark web markets
dark web market urls https://kingdom-darkmarketplace.com – darknet market lists
dark market url dark market url
darknet sites darkmarket list
dark web markets https://darkode-market.com/ – darknet market links
dark markets 2025 dark market onion
dark market list https://kingdom-marketplace.com/ – darkmarket 2025
dark market url https://darknetmarketsonion.shop/ – darknet markets onion
darknet drugs https://cyberdarkmarkets.com/ – dark web marketplaces
darkmarket 2025 darkmarket
dark websites dark web markets
darknet drug store darknet drug store
dark web market links https://kingdomdarkmarketplace.com – darknet drug links
darkmarket url darknet websites
darknet marketplace https://darkwebversus.com/ – darknet drug market
dark web market list darkmarket url
best darknet markets https://darkmarketdarkfox.com/ – darkmarket 2025
darknet drug links https://kingdommarketdarknet.com/ – darknet markets onion address
dark web market https://darkfoxmarketplace.com/ – darkmarket list
dark market list darkmarket url
darknet drug store dark web marketplaces
best darknet markets https://cannahomedarknetdrugstore.com/ – darknet site
darkmarket darknet drug links
darknet market list https://aasap-market.com/ – darknet sites
dark web markets darknet markets 2025
dark web market links dark market 2025
darknet market links https://onion-dark-market.shop/ – darknet drug links
dark markets 2025 https://kingdomdarkmarketonline.com/ – darknet drug store
darknet market links darknet market list
dark web market list https://kingdomdarknetdrugstore.com/ – dark web market urls
dark market url darknet drug market
onion dark website https://cannahomedarknetdrugstore.com/ – darknet site
darkmarket link dark market link
dark market link https://darkode-market.com/ – darkmarket 2025
darknet market links darknet markets onion address
darknet drugs dark web market urls
darknet markets url https://kingdomdarkmarketonline.com/ – dark market onion
darknet websites dark web drug marketplace
dark web market list https://darkfoxmarketplace.com/ – darknet markets onion
darknet markets dark web sites
dark web link https://dark-web-versus.com – dark web market links
darkmarket list https://aasap-market.com/ – dark web marketplaces
dark market darknet market lists
darknet site https://darkmarketdarkfox.com/ – darknet markets 2025
darknet marketplace darknet markets 2025
dark web sites darknet drug market
darknet market lists https://kingdomdarkmarketonline.com/ – tor drug market
best darknet markets darknet marketplace
dark market list https://cannahomemarket.link/ – dark web markets
darknet markets onion address https://dark-web-versus.com – darknet market lists
dark web market darknet markets onion address
darknet site https://darkfoxdarkweb.com/ – darknet markets onion
darkmarket list darknet drug store
darknet site dark market list
dark websites https://firstdarkmarket.com/ – dark market onion
darknet markets 2025 https://darknetmarketsonion.shop/ – best darknet markets
darknet drugs darknet markets 2025
darkmarket list darknet links
dark websites https://cyberdarkmarkets.com/ – dark web market links
darknet markets url https://kingdom-darkmarketplace.com – darknet market list
dark market https://darkode-market.com/ – dark web marketplaces
darknet drug store darknet marketplace
dark markets 2025 darknet marketplace
dark markets https://kingdom-marketplace.com/ – dark web markets
dark market url darknet websites
dark market https://asap-market-onion.com/ – darknet sites
dark market onion dark market link
darkmarket 2025 https://cannahomemarket.link/ – onion dark website
darkmarket url darknet links
dark web market links https://kingdom-darkmarketplace.com – darknet drugs
dark web market list darknet marketplace
dark market url dark web drug marketplace
darknet links https://darkmarketdarkfox.com/ – darkmarket url
darknet markets 2025 https://darknetmarketsonion.shop/ – darknet drug store
darknet market lists darknet market links
onion dark website https://darkfoxmarketplace.com/ – darknet sites
darknet drug links dark markets 2025
dark market onion onion dark website
darknet market links https://darkwebversus.com/ – dark web link
darknet drug market darknet markets onion
darkmarket url https://mydarkmarketlink.com/ – dark web market urls
dark markets https://darknetmarketsonion.shop/ – dark web link
darknet drug links darkmarket 2025
dark web drug marketplace https://cannahomemarket.link/ – darkmarket list
dark market link darknet market lists
dark web market urls darknet market list
dark web markets darknet market links
darknet markets links https://cannahomedarknetdrugstore.com/ – dark market 2025
dark web link dark market onion
tor drug market https://darkmarketdarkfox.com/ – dark web market links
darknet sites https://kingdomdarkmarketonline.com/ – darknet drug links
dark market list tor drug market
darknet drug store dark web link
darknet markets https://kingdomdarknetdrugstore.com/ – dark market list
darknet markets url bitcoin dark web
darkmarket dark markets 2025
darknet market links https://firstdarkmarket.com/ – darkmarket list
onion dark website darknet markets 2025
darknet markets links https://idarknetmarket.com/ – darkmarket list
darknet drug market dark web marketplaces
darkmarket list https://cannahome-darkmarket-online.com/ – darknet markets links
best darknet markets darknet site
darknet websites dark markets 2025
darkmarket url https://darkfoxdarkweb.com/ – dark market 2025
darknet markets https://cannahomedarknetdrugstore.com/ – best darknet markets
dark market 2025 bitcoin dark web
dark web markets darknet market links
dark web link https://kingdom-marketplace.com/ – dark market link
darknet markets 2025 dark web link
darknet market https://idarknetmarket.com/ – darkmarket url
darknet markets onion https://cyberdarkmarkets.com/ – dark web link
dark markets 2025 darknet market list
dark market https://darkode-market.com/ – darknet drugs
darkmarket 2025 https://dark-web-versus.com – dark web market urls
dark market url darknet websites
dark web sites darknet market lists
darknet marketplace https://mydarkmarketlink.com/ – dark websites
darknet site https://kingdomdarkmarketonline.com/ – darkmarket url
dark markets 2025 darknet markets url
dark market onion https://darkfoxmarketplace.com/ – dark web market urls
darknet websites https://darkwebversus.com/ – darknet links
darkmarkets dark market url
darknet links https://dark-web-versus.com – dark web market links
dark web market links darknet markets onion address
dark market list dark markets 2025
darknet sites dark market
dark web link https://kingdom-marketplace.com/ – darknet markets onion
dark web link darkmarkets
darknet drug store https://darkfoxmarketplace.com/ – dark market onion
darknet market https://darkwebversus.com/ – dark markets 2025
darknet market links https://cannahomedarknetdrugstore.com/ – darknet markets onion address
dark web sites darknet markets 2025
darknet markets darknet markets links
dark web drug marketplace darkmarkets
darknet markets onion address onion dark website
darknet market https://onion-dark-market.shop/ – darknet links
darknet drug links https://kingdommarketdarknet.com/ – dark web market urls
darkmarket darkmarket link
darkmarkets https://cannahome-darkmarket-online.com/ – tor drug market
dark market link https://aasap-market.com/ – dark market 2025
dark markets dark web market list
dark web market list https://cannahomedarknetdrugstore.com/ – darkmarkets
darknet markets 2025 dark market url
darknet market links dark market url
dark market darknet drugs
darknet market lists https://firstdarkmarket.com/ – darkmarket
darkmarket link https://idarknetmarket.com/ – dark web market
darknet markets https://cannahomemarket.link/ – dark web sites
dark web markets https://darkfoxdarkweb.com/ – darknet drug store
darkmarket link darknet drug market
dark market url bitcoin dark web
dark market url dark web marketplaces
dark web market urls https://github.com/darknetmarkets2025/darknetmarketlinks dark market list
darkmarket 2025 https://darkfoxdarkweb.com/ – bitcoin dark web
dark market list https://github.com/darkwebwebsites/darkwebwebsites tor drug market
darkmarket list https://cannahomedarknetdrugstore.com/ – darkmarket list
darknet markets links https://github.com/darknetmarketlinks2025/darknetmarkets darknet drug store
darknet drugs https://github.com/darkwebmarketslinks/darkwebmarkets darknet links
darknet markets https://github.com/darknetmarketslist/darknetmarketslist dark web drug marketplace
darknet markets https://github.com/darknetmarkets2025/darknetmarketlinks darknet markets
dark web market urls https://mydarkmarketlink.com/ – darknet markets
darknet drug links https://kingdommarketdarknet.com/ – tor drug market
dark markets 2025 https://darkmarketpremium.com/ – darknet market lists
darknet markets onion address https://cannahomemarket.link/ – dark market onion
darknet markets links https://github.com/darkwebwebsites/darkwebwebsites darknet market list
darknet market list https://github.com/darknetmarketlinks2025/darknetmarkets darkmarket link
darkmarket 2025 https://github.com/darknetmarkets2025/darknetmarketlinks darkmarket url
darknet markets onion https://github.com/darkwebmarketslinks/darkwebmarkets darknet markets onion
darknet market links https://github.com/darknetmarketslist/darknetmarketslist darkmarket link
dark web drug marketplace https://darkmarketdarkfox.com/ – tor drug market
dark web market urls https://darkmarketpremium.com/ – dark web market
darknet markets 2025 https://cannahomemarket.link/ – darknet markets
bitcoin dark web https://github.com/darkwebwebsites/darkwebwebsites dark web market links
darknet sites https://github.com/darknetmarkets2025/darknetmarketlinks darknet market list
darknet links https://github.com/darkwebmarketslinks/darkwebmarkets darkmarket url
dark web link https://github.com/darknetmarketslist/darknetmarketslist dark web sites
dark market 2025 https://kingdomdarkmarketonline.com/ – darknet websites
darknet drugs https://darkode-market.com/ – dark markets 2025
darknet sites https://cyberdarkmarkets.com/ – darknet websites
dark web marketplaces https://github.com/darknetmarkets2025/darknetmarketlinks dark web market list
dark web market urls https://kingdomdarkmarketplace.com – tor drug market
darknet drugs https://github.com/darkwebwebsites/darkwebwebsites dark web sites
darkmarket link https://github.com/darknetmarketlinks2025/darknetmarkets darkmarket link
darkmarket 2025 https://github.com/darkwebmarketslinks/darkwebmarkets dark web market links
dark market https://darkmarketdarkfox.com/ – dark web market links
dark web link https://darkwebversus.com/ – darknet market list
dark markets 2025 https://cyberdarkmarkets.com/ – dark markets
dark market url https://github.com/darknetmarkets2025/darknetmarketlinks darknet markets 2025
darknet links https://drdarkfoxmarket.com – darknet drug links
dark market onion https://github.com/darknetmarketlinks2025/darknetmarkets tor drug market
darknet markets links https://kingdom-marketplace.com/ – darknet markets url
darknet drug store https://idarknetmarket.com/ – dark market
darknet markets links https://darkfoxdarkweb.com/ – darknet markets 2025
onion dark website https://github.com/darknetmarketslist/darknetmarketslist darknet site
dark web sites https://github.com/darknetmarkets2025/darknetmarketlinks darknet markets onion
tor drug market https://kingdomdarknetdrugstore.com/ – darknet markets links
darknet sites https://dark-web-versus.com – darknet drug market
darknet markets https://kingdom-marketplace.com/ – darknet market
dark markets 2025 https://github.com/darknetmarketlinks2025/darknetmarkets dark market link
dark market url https://darkwebversus.com/ – darknet drug market
darknet market https://idarknetmarket.com/ – dark market link
dark web marketplaces https://github.com/darkwebmarketslinks/darkwebmarkets dark web markets
darkmarket 2025 https://github.com/darknetmarketslist/darknetmarketslist dark market link
dark markets https://github.com/darkwebwebsites/darkwebwebsites darkmarket url
dark market onion https://github.com/darknetmarkets2025/darknetmarketlinks dark web market
dark market 2025 https://mydarkmarketlink.com/ – best darknet markets
bitcoin dark web https://darkmarketpremium.com/ – dark market 2025
dark market 2025 https://kingdommarketdarknet.com/ – dark market 2025
dark markets https://github.com/darknetmarketlinks2025/darknetmarkets darknet websites
dark markets 2025 https://github.com/darkwebmarketslinks/darkwebmarkets darknet websites
darknet markets onion https://cannahome-darkmarket-online.com/ – dark market onion
darknet markets 2025 https://github.com/darknetmarketslist/darknetmarketslist dark market list
darknet site https://dark-web-versus.com – darknet markets url
darknet markets links https://github.com/darknetmarkets2025/darknetmarketlinks darkmarket list
darkmarket link https://github.com/darkwebwebsites/darkwebwebsites darknet markets url
darknet drug store https://darkmarketdarkfox.com/ – darknet drug links
darknet drugs https://darkmarketpremium.com/ – darknet market links
darkmarket list https://idarknetmarket.com/ – dark markets 2025
onion dark website https://github.com/darknetmarketlinks2025/darknetmarkets dark web markets
dark market list https://github.com/darkwebmarketslinks/darkwebmarkets dark web sites
dark web market links https://cyberdarkmarkets.com/ – darkmarket url
darknet links https://github.com/darknetmarketslist/darknetmarketslist dark web market list
dark web drug marketplace https://github.com/darkwebwebsites/darkwebwebsites darknet sites
bitcoin dark web https://kingdommarketdarknet.com/ – dark markets 2025
best darknet markets https://github.com/darknetmarketlinks2025/darknetmarkets darknet market lists
dark market https://kingdomdarknetdrugstore.com/ – dark market
darknet links https://github.com/darkwebmarketslinks/darkwebmarkets darknet sites
darknet market list https://github.com/darknetmarketslist/darknetmarketslist darknet drug links
darknet markets url https://github.com/darknetmarkets2025/darknetmarketlinks dark web market links
darknet market links https://darkmarketpremium.com/ – dark web market list
dark websites https://onion-dark-market.shop/ – bitcoin dark web
dark web market urls https://darknetmarketsonion.shop/ – darkmarket link
dark web market list https://dark-web-versus.com – dark web marketplaces
darknet market lists https://github.com/darkwebwebsites/darkwebwebsites darknet websites
dark market list https://kingdom-marketplace.com/ – darknet markets
darknet markets onion https://github.com/darknetmarkets2025/darknetmarketlinks dark markets 2025
darknet market lists https://github.com/darkwebmarketslinks/darkwebmarkets darknet markets
darknet marketplace https://github.com/darknetmarketslist/darknetmarketslist darknet market
darknet websites https://kingdomdarkmarketplace.com – dark market onion
dark web market list https://github.com/darknetmarkets2025/darknetmarketlinks darknet market list
dark web drug marketplace https://github.com/darkwebwebsites/darkwebwebsites dark markets
dark web drug marketplace https://darkmarketpremium.com/ – dark market link
darknet drug links https://mydarkmarketlink.com/ – darknet websites
dark web marketplaces https://idarknetmarket.com/ – darknet market list
darknet markets https://github.com/darkwebmarketslinks/darkwebmarkets dark web market list
darknet drug links https://cyberdarkmarkets.com/ – darknet markets 2025
darknet websites https://github.com/darknetmarketslist/darknetmarketslist dark markets
dark websites https://cannahomedarknetdrugstore.com/ – dark web marketplaces
darknet drugs https://github.com/darknetmarkets2025/darknetmarketlinks darkmarket link
darknet sites https://aasap-market.com/ – best darknet markets
darknet drugs https://mydarkmarketlink.com/ – dark market list
darknet drug store https://github.com/darkwebmarketslinks/darkwebmarkets darkmarket link
dark web drug marketplace https://github.com/darknetmarketslist/darknetmarketslist darknet sites
darknet links https://cannahome-darkmarket-online.com/ – tor drug market
darknet markets url https://github.com/darknetmarkets2025/darknetmarketlinks darkmarket list
darknet markets onion address https://dark-web-versus.com – bitcoin dark web
dark market link https://github.com/darkwebwebsites/darkwebwebsites darknet drugs
darknet markets links https://darkfoxdarkweb.com/ – dark market list
dark web market list https://mydarkmarketlink.com/ – darknet drug links
dark market https://github.com/darkwebmarketslinks/darkwebmarkets darknet markets links
darknet markets links https://github.com/darknetmarkets2025/darknetmarketlinks dark web sites
darknet links https://cannahome-darkmarket-online.com/ – onion dark website
dark markets 2025 https://kingdom-darkmarketplace.com – darknet marketplace
darknet markets url https://github.com/darkwebwebsites/darkwebwebsites onion dark website
darknet sites https://darkwebversus.com/ – darknet markets onion
dark web marketplaces https://github.com/darknetmarkets2025/darknetmarketlinks dark markets
darknet markets https://github.com/darkwebmarketslinks/darkwebmarkets dark websites
darkmarket https://idarknetmarket.com/ – darknet websites
darkmarket 2025 https://github.com/darknetmarketslist/darknetmarketslist dark markets
best darknet markets https://darkfoxmarketplace.com/ – dark market 2025
dark market link https://cannahomedarknetdrugstore.com/ – darknet drug links
dark market 2025 https://github.com/darkwebwebsites/darkwebwebsites darknet market
darknet marketplace https://github.com/darknetmarkets2025/darknetmarketlinks bitcoin dark web
tor drug market https://darkode-market.com/ – dark websites
darknet market lists https://darkmarketdarkfox.com/ – dark markets
darknet marketplace https://github.com/darkwebmarketslinks/darkwebmarkets darknet drug links
darknet market list https://asap-market-onion.com/ – best darknet markets
dark markets https://github.com/darknetmarketslist/darknetmarketslist dark market 2025
darknet markets links https://cyberdarkmarkets.com/ – dark market onion
dark web market https://github.com/darknetmarkets2025/darknetmarketlinks darknet drugs
darknet drug store https://darkmarketpremium.com/ – darknet markets url
darknet drug market https://github.com/darkwebmarketslinks/darkwebmarkets darknet markets 2025
bitcoin dark web https://firstdarkmarket.com/ – darknet market links
best darknet markets https://kingdomdarkmarketonline.com/ – dark market url
dark market onion https://github.com/darknetmarkets2025/darknetmarketlinks darknet market list
dark web drug marketplace https://cannahome-darkmarket-online.com/ – darknet websites
tor drug market https://drdarkfoxmarket.com – dark web markets
darkmarket list https://github.com/darkwebwebsites/darkwebwebsites dark market 2025
dark markets 2025 https://darkmarketpremium.com/ – dark web markets
darknet markets url https://github.com/darkwebmarketslinks/darkwebmarkets darkmarkets
darknet drug store https://firstdarkmarket.com/ – dark markets
darknet markets links https://github.com/darknetmarketslist/darknetmarketslist darknet market lists
darknet markets links https://kingdomdarknetdrugstore.com/ – onion dark website
bitcoin dark web https://kingdom-darkmarketplace.com – dark market
dark web market https://github.com/darkwebwebsites/darkwebwebsites darkmarket
darknet drug market https://github.com/darknetmarkets2025/darknetmarketlinks darknet markets url
darknet links https://mydarkmarketlink.com/ – darknet drug links
dark market 2025 https://github.com/darkwebmarketslinks/darkwebmarkets dark web market links
dark market https://asap-market-onion.com/ – dark market link
darkmarket list https://cyberdarkmarkets.com/ – darkmarket 2025
dark markets 2025 https://dark-web-versus.com – darknet markets links
darknet drugs https://github.com/darkwebwebsites/darkwebwebsites dark web marketplaces
darkmarket 2025 https://github.com/darknetmarkets2025/darknetmarketlinks darknet market links
darknet markets https://kingdom-marketplace.com/ – dark market url
darknet marketplace https://github.com/darkwebmarketslinks/darkwebmarkets darknet websites
darkmarket link https://github.com/darknetmarkets2025/darknetmarketlinks dark web marketplaces
dark web link https://kingdom-marketplace.com/ – darknet market links
darknet markets url https://github.com/darkwebwebsites/darkwebwebsites dark web market urls
dark web markets https://kingdommarketdarknet.com/ – dark web market urls
darkmarket list https://cannahome-darkmarket-online.com/ – darknet drugs
darknet marketplace https://github.com/darkwebmarketslinks/darkwebmarkets onion dark website
dark web market list https://github.com/darknetmarketslist/darknetmarketslist darknet drug links
darknet markets 2025 https://github.com/darknetmarkets2025/darknetmarketlinks dark web link
darkmarket link https://onion-dark-market.shop/ – dark market
dark market onion https://kingdommarketdarknet.com/ – darknet drug links
dark market list https://kingdomdarkmarketplace.com – dark market onion
darknet drug store https://github.com/darkwebmarketslinks/darkwebmarkets darknet site
darknet sites https://github.com/darknetmarkets2025/darknetmarketlinks darknet drugs
darknet websites https://onion-dark-market.shop/ – dark markets
darkmarkets https://idarknetmarket.com/ – darkmarket link
onion dark website https://cannahome-darkmarket-online.com/ – darkmarket link
darknet market lists https://github.com/darknetmarkets2025/darknetmarketlinks darknet market list
darknet markets onion address https://github.com/darkwebmarketslinks/darkwebmarkets dark market list
onion dark website https://idarknetmarket.com/ – tor drug market
darknet sites https://github.com/darknetmarketslist/darknetmarketslist darkmarket link
onion dark website https://kingdomdarknetdrugstore.com/ – darknet market lists
darkmarket 2025 https://dark-web-versus.com – dark web drug marketplace
onion dark website https://github.com/darknetmarkets2025/darknetmarketlinks darknet site
darknet websites https://firstdarkmarket.com/ – dark websites
dark websites https://asap-market-onion.com/ – bitcoin dark web
dark web market urls https://darkfoxmarketplace.com/ – darkmarket 2025
darknet markets https://github.com/darknetmarketslist/darknetmarketslist darknet websites
darknet markets links https://kingdom-darkmarketplace.com – darknet markets 2025
darknet marketplace https://github.com/darknetmarkets2025/darknetmarketlinks darkmarket
darkmarket list https://github.com/darkwebwebsites/darkwebwebsites darkmarket 2025
darknet market https://onion-dark-market.shop/ – darknet drug store
darknet markets 2025 https://kingdommarketdarknet.com/ – darknet websites
darknet drug links https://cannahomemarket.link/ – dark web market
darknet drug market https://dark-web-versus.com – best darknet markets
darknet markets onion https://github.com/darknetmarketslist/darknetmarketslist darknet drugs
dark markets 2025 https://firstdarkmarket.com/ – darknet markets onion address
darknet market list https://darknetmarketsonion.shop/ – tor drug market
darknet drug links https://kingdomdarknetdrugstore.com/ – darkmarket list
darknet drug store https://github.com/darkwebwebsites/darkwebwebsites darkmarket url
darknet markets https://kingdomdarkmarketplace.com – darknet markets links
dark market onion https://kingdomdarkmarketonline.com/ – dark websites
dark market onion https://github.com/darknetmarkets2025/darknetmarketlinks darknet market
darknet marketplace https://github.com/darknetmarketslist/darknetmarketslist dark web markets
onion dark website https://cannahomemarket.link/ – darknet markets links
dark websites https://github.com/darknetmarketlinks2025/darknetmarkets dark web marketplaces
dark web link https://firstdarkmarket.com/ – darknet links
darknet markets onion https://kingdommarketdarknet.com/ – dark markets
darknet markets links https://cannahome-darkmarket-online.com/ – dark market link
darknet market links https://github.com/darknetmarkets2025/darknetmarketlinks darknet market lists
darknet market lists https://kingdomdarkmarketplace.com – darknet markets url
darknet drug market https://github.com/darknetmarketslist/darknetmarketslist darknet drug market
darknet site https://darknetmarketsonion.shop/ – dark web market list
darkmarket 2025 https://github.com/darknetmarketlinks2025/darknetmarkets darkmarket link
dark web market https://cyberdarkmarkets.com/ – darknet links
dark web market urls https://github.com/darknetmarkets2025/darknetmarketlinks darknet markets url
dark web markets https://drdarkfoxmarket.com – darknet markets
darknet market https://kingdom-marketplace.com/ – dark market list
darkmarkets https://github.com/darknetmarketslist/darknetmarketslist darknet marketplace
darkmarket link https://darkfoxmarketplace.com/ – best darknet markets
bitcoin dark web https://github.com/darknetmarkets2025/darknetmarketlinks dark web market links
darknet market lists https://github.com/darkwebwebsites/darkwebwebsites dark market link
darknet market list https://firstdarkmarket.com/ – dark web marketplaces
dark websites https://kingdommarketdarknet.com/ – darknet site
dark web marketplaces https://kingdom-darkmarketplace.com – darkmarket list
darknet drug links https://github.com/darknetmarketslist/darknetmarketslist dark market 2025
bitcoin dark web https://asap-market-onion.com/ – darknet drug market
dark market onion https://github.com/darkwebwebsites/darkwebwebsites darknet websites
darkmarkets https://darkfoxmarketplace.com/ – darknet market list
darknet markets links https://drdarkfoxmarket.com – darknet market lists
darkmarket 2025 https://github.com/darknetmarkets2025/darknetmarketlinks darknet drug links
darkmarket link https://github.com/darknetmarketslist/darknetmarketslist darknet markets 2025
darkmarket https://darkmarketdarkfox.com/ – darknet drug market
dark market url https://idarknetmarket.com/ – dark web markets
darknet market links https://github.com/darkwebwebsites/darkwebwebsites dark market list
darknet drugs https://drdarkfoxmarket.com – darkmarkets
best darknet markets https://github.com/darknetmarkets2025/darknetmarketlinks darknet marketplace
darknet market links https://github.com/darkwebmarketslinks/darkwebmarkets darkmarket 2025
dark web market list https://firstdarkmarket.com/ – dark web market
dark market url https://github.com/darknetmarketslist/darknetmarketslist tor drug market
darkmarket https://cyberdarkmarkets.com/ – darkmarkets
dark web market list https://github.com/darknetmarketlinks2025/darknetmarkets dark market link
dark market link https://kingdomdarkmarketplace.com – darkmarket 2025
darknet market list https://github.com/darkwebwebsites/darkwebwebsites dark market
dark market 2025 https://github.com/darknetmarkets2025/darknetmarketlinks darknet drugs
dark web markets https://firstdarkmarket.com/ – dark web market urls
darknet site https://github.com/darkwebmarketslinks/darkwebmarkets dark web drug marketplace
dark web sites https://kingdommarketdarknet.com/ – darknet market list
darknet market lists https://github.com/darknetmarketlinks2025/darknetmarkets best darknet markets
darkmarket https://github.com/darkwebwebsites/darkwebwebsites darknet marketplace
dark market https://darkfoxmarketplace.com/ – bitcoin dark web
darkmarket list https://github.com/darknetmarketslist/darknetmarketslist dark web market
darknet sites https://kingdom-darkmarketplace.com – darknet market list
darknet sites https://github.com/darknetmarkets2025/darknetmarketlinks darknet sites
dark market 2025 https://firstdarkmarket.com/ – dark markets 2025
dark web sites https://github.com/darkwebwebsites/darkwebwebsites dark web market list
darknet markets 2025 https://idarknetmarket.com/ – dark web drug marketplace
dark markets https://github.com/darkwebmarketslinks/darkwebmarkets dark markets 2025
dark web marketplaces https://kingdomdarkmarketplace.com – darkmarket link
darknet marketplace https://github.com/darknetmarkets2025/darknetmarketlinks darkmarket url
dark market 2025 https://github.com/darknetmarketslist/darknetmarketslist dark websites
dark web market urls https://mydarkmarketlink.com/ – darknet marketplace
darknet markets onion https://idarknetmarket.com/ – dark market 2025
dark web sites https://kingdomdarknetdrugstore.com/ – dark market
dark web markets https://github.com/darknetmarketlinks2025/darknetmarkets darknet marketplace
darknet drug links https://cannahomedarknetdrugstore.com/ – dark web markets
darkmarket list https://github.com/darkwebwebsites/darkwebwebsites dark market link
onion dark website https://firstdarkmarket.com/ – darkmarket link
dark web marketplaces https://kingdommarketdarknet.com/ – darknet markets onion address
dark web market urls https://github.com/darkwebmarketslinks/darkwebmarkets darknet sites
darknet drug market https://github.com/darknetmarketslist/darknetmarketslist dark web market
dark market list https://cannahomedarknetdrugstore.com/ – darkmarkets
dark markets https://github.com/darknetmarketlinks2025/darknetmarkets darknet market list
dark market url https://github.com/darkwebwebsites/darkwebwebsites darkmarket url
dark web market urls https://kingdommarketdarknet.com/ – darknet sites
darknet site https://github.com/darknetmarketslist/darknetmarketslist darkmarket url
darknet marketplace https://kingdomdarkmarketplace.com – dark web market links
darknet drugs https://github.com/darknetmarketlinks2025/darknetmarkets darknet markets
darknet sites https://cannahomedarknetdrugstore.com/ – dark web sites
darkmarkets https://github.com/darknetmarketslist/darknetmarketslist dark web drug marketplace
dark websites https://github.com/darknetmarkets2025/darknetmarketlinks darknet sites
dark web sites https://firstdarkmarket.com/ – darknet drug links
darknet sites https://asap-market-onion.com/ – onion dark website
dark web market urls https://github.com/darknetmarketlinks2025/darknetmarkets darknet market lists
tor drug market https://cannahome-darkmarket-online.com/ – dark market 2025
dark web link https://github.com/darkwebwebsites/darkwebwebsites dark websites
darknet sites https://drdarkfoxmarket.com – darkmarket link
darkmarket url https://github.com/darkwebmarketslinks/darkwebmarkets darknet markets links
dark market onion https://github.com/darknetmarkets2025/darknetmarketlinks darknet drug links
dark web link https://github.com/darknetmarketslist/darknetmarketslist darknet markets url
darknet markets https://kingdommarketdarknet.com/ – darknet market list
dark web marketplaces https://cyberdarkmarkets.com/ – darkmarket
darknet markets onion https://kingdomdarkmarketplace.com – dark market onion
dark market url https://github.com/darknetmarkets2025/darknetmarketlinks darknet markets onion
dark market url https://onion-dark-market.shop/ – dark web market links
dark web markets https://darknetmarketsonion.shop/ – darknet site
dark markets https://github.com/darknetmarketslist/darknetmarketslist best darknet markets
dark market link https://github.com/darknetmarketlinks2025/darknetmarkets darknet drug market
dark web market https://kingdom-darkmarketplace.com – bitcoin dark web
dark websites https://github.com/darkwebwebsites/darkwebwebsites darknet links
darknet site https://github.com/darknetmarkets2025/darknetmarketlinks darknet marketplace
dark web markets https://github.com/darkwebmarketslinks/darkwebmarkets darkmarkets
dark web link https://kingdomdarkmarketplace.com – dark market 2025
dark web sites https://github.com/darknetmarketlinks2025/darknetmarkets dark web link
darkmarkets https://github.com/darknetmarkets2025/darknetmarketlinks dark web market list
dark market url https://github.com/darkwebwebsites/darkwebwebsites darknet markets onion
dark market 2025 https://kingdomdarkmarketonline.com/ – darknet drugs
darknet drugs https://github.com/darknetmarketslist/darknetmarketslist darknet drugs
darknet drug store https://github.com/darknetmarkets2025/darknetmarketlinks darkmarket
dark web market urls https://kingdomdarknetdrugstore.com/ – darknet drug market
onion dark website https://dark-web-versus.com – darknet market list
darknet markets 2025 https://github.com/darkwebmarketslinks/darkwebmarkets darknet site
dark web market links https://github.com/darknetmarkets2025/darknetmarketlinks dark web drug marketplace
darkmarket list https://github.com/darknetmarketslist/darknetmarketslist darkmarket link
darknet market https://onion-dark-market.shop/ – dark web drug marketplace
darknet markets links https://asap-market-onion.com/ – tor drug market
darknet drug market https://github.com/darknetmarketlinks2025/darknetmarkets darknet markets links
dark web market links https://github.com/darkwebwebsites/darkwebwebsites darknet drug market
dark web market https://dark-web-versus.com – darknet market lists
darknet markets onion https://github.com/darknetmarkets2025/darknetmarketlinks darknet drugs
dark markets 2025 https://onion-dark-market.shop/ – dark web markets
dark markets 2025 https://dark-web-versus.com – dark markets
darkmarket url https://kingdom-marketplace.com/ – onion dark website
Also, make sure you’re getting no much less than eight hours of sleep per evening.
This may mean you must go to bed earlier, however that’s the worth you need to pay to pack on mass.
Development steadies out from there, and we usually see 10–20
pounds throughout the first 5 months, with 1–2 inches gained in the arms and a
few inches across the shoulders. If you’re curious, you probably can see the average results our members get.
Weight gainers may help you obtain a calorie surplus by offering
you with a many energy in a single serving. Nevertheless,
they do nothing that eating the identical number of calories from regular meals won’t do.
Lunges are an excellent bulking train as a outcome of they help to
add mass to some of the largest muscular tissues in your body, including your glutes, quadriceps,
and hamstrings. Some of the carbs you eat are used instantly for energy.
The rest is saved in your liver and muscle tissue as glycogen. Glycogen is a readily available source of energy
that can be utilized throughout physical exercise like weight lifting.
There is not any one-size-fits-all fat consumption for bodybuilders or for someone
bulking, however a average intake is finest for most people.
If your aim is to pack on muscle mass, then sure,
bulking is necessary, however you don’t have to name it
that. You are just consuming at a calorie surplus and lifting heavy.
You are going to get the biggest bang on your buck
with big compound workout routines. So, your workouts will
revolve around some key big lifts.
Get strong and eat a SLIGHT caloric deficit whereas consuming sufficient protein daily.
Nonetheless, some individuals may discover it tough to
get that right level of “challenge” with sure body weight movements.
Focus on the large lifts first and get stronger with them.
You might have to eat at instances whenever you
don’t feel all that hungry. #2) Hold your protein consumption to the lower end of the
zero.8-1g/lb range.
If you simply eat blindly, with out somewhat figuring out what you are consuming,
then you’ll both not consume sufficient meals or will consume an extreme quantity of.
The very first thing to do when planning your bulking food plan is
to search out your daily calorie expenditure.
There’s no level in cutting if you haven’t already bulked.
The bulking program ought to be centered on gaining huge amounts of muscle.
In the rest of the article, I’ll walk you through
the bulking exercise routine, explaining tips on how to do
the exercises. The exercise sheets have hyperlinks to tutorial movies, they usually change automatically depending on which
workouts you select from the dropdown menus.
Principally, the #1 objective when bulking the “wrong” method
is to achieve weight quick. However, he follows the
principle where 80 p.c of calories come from a clean and
complete meals food regimen whereas 20 % comes from cheat meals.
While bulking to play Jack Reacher, Alan Ritchson ate seven small meals all through
the day. This helped him regulate blood sugar levels and preserve power.
It is almost inconceivable for a busy particular person to stay to a stringent diet
like this on his personal for eight full months without falling off the wagon. For
some awesome muscle-building protein powder choices, try these 7 Greatest
Whey Isolate Protein Powders.
The workouts right here have solely 4 strikes per session, however
they’ll be something however straightforward.
If you’re the type who’s used to mild circuits or bodybuilding
routines that attempt to isolate each muscle, that is
just what you should grow. It can be simple to turn out to be hyper fixated on the finer particulars of bodybuilding and lose sight of the fundamentals.
Make alterations to your core lifting philosophy only after reflection to
have the ability to figure out which methods work finest on your distinctive physique.
Prepare good, train onerous, and savor your properly earned results.
After the principle lift, you progress to smaller exercises on your
higher physique.
You can maintain your workouts shorter and go away the health
club feeling brisker. This combination of presses, pull-ups, and dips is my favorite combo for
building an even bigger shoulder girdle. I suggest
bringing a heavy dumbbell over to the bench and doing 1-arm rows, but you can use
any row variation that doesn’t tire out your
spinal erectors. Bench Day is built across
the bench press or no matter huge chest train you prefer.
I like to use the dumbbell bench press,
barbell bench press, or weighted dip.
But you simply don’t actually need to think an extreme amount of about it.
You just have to eat plenty of food and get enough protein. If you are a true onerous gainer,
it’s in all probability best to not do cardio at all, as you will already have bother getting sufficient energy
and can doubtless be lean as is. For those that placed on fats simply, then you will
want to add 1 or 2 cardio classes per week. Not only will hit assist you to restrict fats gain, but additionally it is good on your endurance (which may help your weightlifting too) supplying your muscles with vitamins.
Our two-phase program is designed to construct muscle via the right balance of mass-building workouts, sufficient volume and intensity-boosting strategies.
At home, deciding what’s for dinner can become a
guessing recreation if your important different is both too
choosy or not picky sufficient. However the health club is meant to be a secure haven from the lunacy of your every day life.
In bulking section, you use weights which would possibly
be 70-80% of the utmost rep (1RM – repetition maximum).
Squats are one of the most popular workout routines for building leg muscular tissues.
You additionally need to consume sufficient energy and protein to assist muscle development.
You don’t want a dozen variations of the same movement; you need mastery of the basics.
Alan Ritchson follows the typical bro cut up, hitting every muscle at least once a week
for his coaching. He does 5 weekly workouts, including body
weight routines and weight coaching, and utilizes supersets.
In fact, as a result of you can construct muscle at any rep vary, some
skilled researchers counsel that quantity is actually
extra important than intensity [2]. Lifting weights for prime reps and units
is an effective way of accelerating workout quantity.
Here’s the define of the 30-Day mass building workout
plan to achieve muscle. In this text, I’ll discuss in regards
to the exercise half and share a comprehensive 30 day muscle constructing workout plan with PDF.
Workouts will vary in length from one to two hours relying on the day’s exercise
(leg days will probably take longer due to intensity and volume), and the length
of your relaxation instances.
You’ll limit the quantity of weight you can handle, but it’s the best way to approach the leg press for muscle constructing functions.
This three full-day plan permits you to push exhausting, every exercise, because it offers
you plenty of rest time between periods. Three effective workouts per week goes so much
further in boosting health goals than 5 to six mediocre exercises.
The bro break up is a 6-day split exercise that entails coaching each
muscle group once per week. With the bro cut up, you do several workouts
per body part to hit it from lots of different angles
and accumulate loads of hypertrophic training volume.
If you’re undecided what your physique fats proportion is, no problem.
I created a information crammed with footage of what every
body fats proportion seems like for men and women. The first step to a profitable lean bulking section is making certain that you’re lean enough
to really begin such a section.
This means you presumably can program a 4-day split
particular to strength, hypertrophy, power & hypertrophy,
or fats loss. For those who are simply trying to keep or lose fats, a four day full physique plan can work just fantastic, so long
as you don’t push yourself too exhausting. Essentially, you’d focus extra on reasonable depth and
environment friendly workouts.
Nonetheless, studies performed by the American Council on Train (ACE) additionally fee them very highly as a triceps exercise (3).
The long head is the biggest of the three triceps heads and makes
up the bulk of your triceps measurement. It additionally contributes a lot to the overall thickness of your upper arm, especially when considered from behind.
The alternating dumbbell curl is a very practical biceps
exercise.
With full physique workouts you won’t full
as many sets per exercise, however as a result of you’re hitting the muscle multiple instances
per week, you can quickly improve quantity – and depth. This exercise
program contains numerous workouts (from compound to isolation), high to few rep range sets, and coaching
for every muscle group. I find this program significantly helpful for heightening
hypertrophy while I’m in a caloric surplus. While I can’t clarify
the complete concept right here, suffice it to say it’s a really
intense and grueling coaching method. This is followed by very high-repetition,
constant tension work to show as nice a muscle pump as potential.
So should you eat more energy and/or acquire extra weight than no matter these limits are for you, it’s not going to make muscle progress occur any higher or sooner.
It’s just going to make you acquire a ton of extra
physique fats.
That’s why your objective when lean bulking is
to purpose for the candy spot in the midst of
these two situations. On the other hand, if you’re gaining weight too slowly or not at all, you’re either
not gaining muscle as quick as you could be, or you’re not gaining any whatsoever.
For this purpose, you don’t need to start bulking until you might be “lean enough” to take
action. That could be an unrealistic aim for the
vast majority of individuals, and making an attempt to make it happen usually
just results in spinning your wheels and never truly gaining
any muscle in any respect.
If you went with lying leg curls firstly of the workout, switch to
seated leg curls now. Or vice versa should you opted for seated legs curls before.
This article outlines a wonderful exercise for building massive quads and hamstrings, obtainable in your StrengthLog exercise tracker
app. It’s an excellent kind of ache, thoughts you, but it nonetheless requires a sure
mindset to go all-out on leg day and drive your legs into hypertrophy.
Consider it or not, not everyone desires to be within the health club every single day.
In reality, I’d guess the overwhelming majority of folks going to the health club are
simply making an attempt to be healthy and look fairly good, and that’s
perfectly ok. Your body wants greater than meals to function correctly; it also wants water – and tons of
it!
At the identical time, make sure you don’t overdo the range of motion to the purpose
where you can’t hold your again in opposition to the
seat always. Doing so might increase the chance of harm to your lower again. Coaching a muscle group
when you’re drained or exhausted is not one of the best ways to stimulate muscle growth.
Doing leg curls initially of the training session ensures your hamstrings get the love they
deserve. I love full body workouts because every exercise
counts, resulting in a coaching program the place each single train is of utmost importance.
For your energy workouts which may be at the beginning of your
exercise that observe a lower rep scheme at heavier masses, try to improve the burden every session.
Certainly, there have been actors and trainers I’ve chatted with prior to now who admitted heading straight to a kebab store after their “top-off” scene was shot.
“If his ordinary bit of banter will get going, he is conscious of after I tap my watch it’s time to get back to work,” the trainer jokes.
Yes, Graham made use of ice baths, saunas and sports therapeutic massage to
assist him stay combating match through the coaching
and filming course of. But the necessary thing
to his success, Thurston says, was his commitment and consistency.
As a personal coach and writer, Terry loves altering lives by way of teaching
and the written word. In Kinesiology and is an ACSM Certified Personal Coach and ISSA Certified Strength and Conditioning Specialist.
He enjoys playing music, studying, and watching movies when he’s not writing or coaching.
As the pair transitioned into the muscle growth-focussed “lean bulk” part, Thurston steadily elevated
Graham’s daily energy to round 3,000. Whereas it’s necessary to
consume sufficient calories and protein in your food regimen, supplements
can be helpful for bulking up and supporting muscle progress.
You need to observe a bulking exercise plan that features compound
workout routines, isolation exercises, relaxation, and recovery.
As a private coach, I often get asked about the most effective
workouts to build muscle mass.
darknet markets onion address https://kingdommarketdarknet.com/ – darknet drug market
dark markets 2025 https://cannahomemarket.link/ – best darknet markets
darkmarket https://mydarkmarketlink.com/ – darknet markets links
darknet site https://kingdommarketdarknet.com/ – darknet site
dark web markets https://firstdarkmarket.com/ – darknet markets links
darknet marketplace https://kingdomdarkmarketonline.com/ – darknet marketplace
dark market 2025 https://darkmarketdarkfox.com/ – darknet markets 2025
darkmarket url https://cannahomemarket.link/ – darknet market links
darknet marketplace https://kingdom-marketplace.com/ – darkmarket url
dark web sites https://kingdommarketdarknet.com/ – darknet markets onion address
darkmarket list https://kingdomdarknetdrugstore.com/ – darkmarket
dark web market https://darkmarketdarkfox.com/ – darknet markets links
darknet links https://kingdomdarkmarketonline.com/ – dark web market list
darkmarkets https://darkfoxmarketplace.com/ – dark web sites
darknet links https://cyberdarkmarkets.com/ – darknet markets
darknet drug store https://firstdarkmarket.com/ – darknet websites
dark web market list https://cannahome-darkmarket-online.com/ – darknet market lists
darkmarket link https://cannahomemarket.link/ – darknet drug market
darknet drug links https://firstdarkmarket.com/ – darknet drug links
best darknet markets https://kingdomdarknetdrugstore.com/ – darkmarkets
dark web sites https://darknetmarketsonion.shop/ – bitcoin dark web
dark market https://onion-dark-market.shop/ – darkmarket link
darkmarket list https://cannahomemarket.link/ – darkmarket url
However, Smad2 expression was not significantly decreased by the peptide
treatment (Supplementary Figure S7). These findings indicate that Ac-MIF1 or Ac-MIF2-NH2 peptides promote myogenesis by
increasing the expression of myogenic marker genes. Despite the suppression of MSTN mRNA expression,
we didn’t observe any modifications in amino acid-stimulated myotube protein synthesis,
as indicated by the incorporation of the tyrosyl-tRNA analogue Puromycin into newly
synthesised peptides. Due To This Fact, longer length of
remedy with UA could also be required to investigate the
effects of sustained myostatin suppression on protein synthesis.
Supporting this hypothesis, it has previously been demonstrated that persistent UA administration upregulates
the exercise of mitochondrial respiratory complexes I and II in the skeletal muscle of muscular dystrophic or HFD-fed mice [17, 19].
In the postprandial state, as a lot as 50% of the glucose that’s taken up by
skeletal muscle undergoes oxidation, demonstrating
the significance of this mechanism in glucose homeostasis
[37].
Follistatin (FST) and its related FST-type molecules
are naturally antagonists to a quantity of TGF-β proteins, and are
extensively identified inhibitors of MSTN [70, 71]. FST binds to mature MSTN with excessive affinity and inhibits its binding to
ActRIIB, but does not interact with proMSTN [20, 72]. The N-terminal α-helical domain of
FST interacts directly with a kind I receptor binding website
of MSTN, inflicting inactivation [73]. Consequently, FST lacking its C-terminal peptide or fragments of the N-terminal region show similar inhibitory results [73–75].
Two molecules are epimers of every other once they have at
least two asymmetric carbon atoms but differ by configuration at
only a sort of carbons. Basically, epimers are identical molecules with the same uneven carbon atom (and its bonds) rotated
differently in space (see image below for reference). To get essentially the
most out of the complement, Enhanced Athlete recommends taking 1-2 capsules
per day with meals. The natural muscle building
supplement is free from synthetic fillers, dyes, chemical compounds, and misleading proprietary blends, and is made
within the Usa of America.
ACE-031 is a soluble type of ACVRIIB, and varied research on an Amyotrophic Lateral Sclerosis mouse mannequin have proven a single
dose of ACE-031 increases muscle mass and power.
This fusion protein of ACVRIIB and IgG1-Fc acts by binding to MSTN,
and thus, disrupts its inhibitory impact (Campbell
et al., 2017). Experiments on ACE-031 have been subsequently suspended because of potential safety issues of epistaxis and telangiectasia.
Ghrelin is basically produced in gastric oxyntic mucosa (DeBoer, 2011), and ghrelin remedy reduces proinflammatory cytokine
release in cachexia sufferers (Kishimoto et al., 2012).
Furthermore, increases in anabolic exercise by ghrelin improve GH
release and reduce the effects of irritation, which offers promise for the remedy of cachexia (Yanagi et al., 2018).
Following start, MSTN ranges stay high, though not as elevated as during fetal growth [30].
MSTN-knockout animals, missing MSTN presence during prenatal or neonatal growth, exhibit a dramatic 2- to 3-fold improve
in muscle mass compared to wild-type animals [30].
Homozygous mutant mice show approximately 30% more body
weight, with each larger muscle tissue fibers in cross-sectional space
(hypertrophy) and a higher in fiber quantity
(hyperplasia). Moreover, MSTN-knockout animals demonstrate a higher
proportion of type II fibers and a decreased number of type I fibers, along with decreased adipose tissue [30–32].
Postnatal suppression of MSTN, achieved by way of conditional gene concentrating
on or the administration of MSTN inhibitors corresponding
to its propeptide, antibody, or follistatin, induces vital however relatively lesser
increases in skeletal muscle mass [33–35]. In contrast to MSTN-knockout fashions, muscle progress
from postnatal suppression of MSTN outcomes solely from muscle hypertrophy,
not hyperplasia, however nonetheless predominantly induces sort II muscle fibers [36–38].
Carlon Colker, M.D., found myostatin inhibitors in egg
yolk from fertilized rooster eggs. Dr. Colker developed a process
to optimize the myostatin-inhibiting exercise in yolk membranes, and the resulting product
is MYO-T12. It Is one of the talked-about myostatin inhibitors
because of its potential to cut back myostatin ranges, thereby allowing for elevated muscle development and improved power.
Epicatechin also promotes nitric oxide production, which improves blood flow and nutrient supply to muscle tissue, enhancing overall
muscle function and endurance. One Other potential
concern is that increased muscle progress will lead to an elevated risk of harm as a end
result of elevated stress on the muscle fibers.
Like IL-6, leukemia inhibitory factor (LIF) has additionally been recognized as a myokine, launched by SM in response to exercise (Broholm and Pedersen, 2010; Pedersen and Febbraio, 2012).
Exogenous LIF promotes the proliferation of human myoblast by inducing the transcription elements JunB and
c-Myc (Broholm et al., 2011). In addition,
LIF has additionally been discovered to induce myoblast differentiation (Yang et al.,
2009).
The pro-domain incorporates N-terminal “forearm” helices, which grasp mature GF, and a globular “arm/shoulder” area,
which sits on top of the mature GF protomers (Cotton et al., 2018).
Each MSTN monomer has four intermolecular disulfide bonds,
three of that are involved in cysteine knot formation. When the 2 monomers of MSTN come together
in an antiparallel course they generate convex or concave surfaces.
Nevertheless, later x-ray structural evaluation demonstrated that it is a member of the TGF-β superfamily, although it displays exceptional differences within the N-terminal area and within the area previous the
wrist helix (Cotton et al., 2018). GH-mediated conversion of thyroid hormone (TH) thyroxine (T4) to triiodothyronine (T3) helps their distribution to completely different tissues through binding to thyroxine-binding globulin, albumin, or transthyretin (TTR) (Alshehri et al., 2015).
TTR-based T4 distribution was discovered to promote myoblast differentiation by regulating the expressions of myosin gentle chain 2 (MYL2)
and the calcium channel genes Cav1.1 and Cav3.1
(Lee et al., 2013). We recently reported that during myoblast
differentiation, TTR maintains muscle homeostasis through the unique TH shuttle mechanism.
You see, most roids or anabolics construct muscle by making the muscle cells you have greater
. Funding for this research was provided by a NASA Cooperative Agreement NCC8-242 to BioServe Space Applied Sciences and in kind contributions of
myostatin inhibitor from Amgen Inc. Thank you to the Leinwand Laboratory within the Division of Molecular,
Cellular and Developmental Biology at the University of Colorado at Boulder for assist with methods
development and access to laboratory resources. Therefore, sustaining muscle throughout weight reduction is critical to maintaining a healthy weight over time.
Therefore, when performing a therapeutic realignment of the
spine and distal joints, tight muscular tissues and weak muscular tissues dramatically influence the outcome of
therapeutic interventional assist.
In the current study, the gene expression of FMOD and MSTN were analyzed in regular and high-fat diet
(HFD) mice adipose tissues. MSTN and FMOD mRNA and protein expression were upregulated and downregulated, respectively, in HFD adipose tissues versus normal adipose tissues (Supplementary
Determine S9A). Furthermore, FMOD or MSTN mRNA expression have
been knocked down in 3T3-L1 cells and cells were cultured in an adipogenic medium.
Myostatin, also identified as development differentiation factor 8 (GDF8), is a transforming growth factor-β (TGF-β) family member that potently inhibits skeletal muscle growth [1].
The biological perform of myostatin turned evident when mice homozygous for a deletion of myostatin gene exhibited a
dramatic enhance in skeletal muscle mass, with particular person muscle teams enlarging to roughly twice their
normal size [1]. In addition to its impact
on skeletal muscle, myostatin has been demonstrated to
play a significant role within the regulation of bone metabolism by suppressing bone formation [6] and stimulating bone resorption [7].
Certainly, myostatin null mice symbolize not solely a doubling of muscle
mass, but also enhanced bone mineral density (BMD) and bone regeneration [6,8].
Duchenne muscular dystrophy (DMD) is an incurable disease that causes the lack of muscle tissue.
Myostatin inhibition has been proven to extend muscle mass in canines and mice with DMD,
suggesting that the potential of myostatin inhibitors must be investigated in human patients with DMD [7, 16].
In the present research, the impact of FOR supplementation had been in contrast with a macronutrient- and energy-matched placebo on indices of muscle dimension and power during two
weeks of single-leg immobilization in younger, healthy
males.
As beforehand mentioned, clinical research of the soluble receptor ramatercept
were prematurely halted because of important adverse effects, such as
nosebleeds, gum bleeding, telangiectasia, and erythema.
These adverse events were attributed to the unintended cross-inhibition of BMP9 and BMP10, crucial ligands concerned in endothelial cell operate [12].
Future research and improvement efforts for MSTN inhibitors ought to prioritize specificity to mitigate off-target results
and enhance efficacy. Two recent studies, performed in mouse
models of cancer cachexia, have examined the consequences of myostatin inhibitors
on bodily performance and muscle operate, building on previous data that showed constructive results on muscle mass [30,31].
A myostatin antibody in the same mannequin was in a position to fully abrogate the tumor-induced discount in whole muscle force in various limb and diaphragm muscles [33▪].
The results of these recent research are encouraging
as the value of myostatin inhibitors to cancer sufferers exhibiting muscle wasting is ultimately to affect functional performance through elevated muscle perform.
They are regularly monitored by our internal peer-review course of and if we see
anybody making material science errors, we do not allow them to
write for us once more. SelfHacked has the strictest sourcing pointers within the
health industry and we nearly completely hyperlink to medically
peer-reviewed research, usually on PubMed. We consider that the
most accurate info is discovered instantly in the scientific supply.
While choices like SwissChems Myostatin 1 mg and PureRawz Myostatin ship noticeable outcomes, in addition they carry risks.
It’s important to pair any supplementation with a solid fitness routine, balanced diet,
and skilled steerage.
MicroRNAs are a class of small non-coding RNAs that play a significant function in regulating muscle metabolism,
development, renewal, and degeneration [114].
Newest analysis has established that miRNAs play a role within the management
of CKD-triggered muscle loss by enhancing protein breakdown or hindering myogenesis.
Muscle loss within the setting of CKD correlates with a discount
in miR-26a, whereas an elevated stage of miR-26a mitigates CKD-triggered muscular atrophy via blocking the FOXO1 transcription component [31, 115].
A reduction in miR-29 ranges ends in the increase of YY1 transcription element
perform, due to this fact impeding myogenesis, whereas an elevated degree of miR-29 mitigates CKD-triggered losing of muscle tissue
through downregulating TGF-β, and YY1 axis proteins [116, 117].
Myostatin has been shown to be expressed by a number of tumor cell lines in mice and man. Unbound has launched
with six cutting-edge supplements, manufactured in one
of many world’s most trusted amenities at NutraBio HQ. This beast of
a complement utilizes a full scientific 750mg yield dose
of phosphatidic acid, an ingredient we’ve long loved — after we can find it.
The specificity of the PCR was demonstrated
with an absolute unfavorable management response containing no
cDNA template, and a single gene product was confirmed using DNA melt curve analysis.
YK11 is a SARM that provide elevated muscle development, fast restoration, highlighted endurance, and distinctive power.
Bodybuilders who depend on muscle progress dietary supplements have switched
to YK11 as a result of they imagine it is safer
than different SARMs. Though YK11 has some anabolic steroid-like effects, its efficacy is fairly restricted.
It Is important to do not forget that YK11 takes time to work,
and you must anticipate to take it for no less than 4-6 weeks before seeing any results.
Count On better results if you select any of the merchandise we
have reviewed on this article. When the body absorbs epicatechin or (-) epicatechin, the cells becomes extra responsive to the presence
of insulin. Outcomes found that catechins were able to enhance the quantity
of testosterone within the blood of the research subjects (in this case,
mice). Some individuals who simply began to use follistatin additionally reported
elevated physique temperature upon their first administration. One such peptide hormone, IGF-1 LR3,
could be stacked with follistatin 344 to build new muscle fibers at a higher price
and promote fats loss. Although not decisive sufficient, patients suffering from different
cancer sorts corresponding to breast, lung, ovarian, and liver can take follistatin 344 remedy as a possible remedy.
After the 5 min warm-up interval, subjects continued to warm-up for an extra 20
s adopted by a 6 s acceleration part, during which they pedaled as quick as potential in opposition to no resistance to attain peak cadence.
Instantly on the end of this section, a load equal to 7.5% of body weight was applied to the flywheel
and topics pedaled as fast as attainable for 30 s.
Information was recorded and saved using the Velotron Wingate software
program (Racer-Mate, Seattle, WA). The EPI group consumed one capsule containing 100 mg of 98% pure (–)-epicatechin twice daily (200 mg total).
Individuals had been instructed to devour one a hundred mg capsule in the morning and one a hundred mg capsule in the afternoon or night.
In section 2 trials with boys affected by DMD, weekly doses of taldefgrobep alfa led to a modest
4.9% enhance in lean physique mass index in the pooled remedy group compared
to placebo, but ultimately discovered no change in motor function [69].
Additional research focused towards DMD has been terminated, but a phase 3
study evaluating taldefgrobep alfa in SMA is presently
underway. MSTN is primarily expressed in skeletal muscle but can additionally be expressed to
a lesser extent in adipose tissue [15], coronary heart [16], and kidney [17].
Like most different members of the TGF-β
household, MSTN is secreted as an inactive precursor,
comprised of an N-terminal sign peptide, N-terminal propeptide,
and C-terminal development factor (GF) domain [18].
Topics had been asked to maintain their regular diet throughout the study and weren’t allowed
to ingest any dietary complement that contained potentially
ergogenic nutrients. However, subjects had been permitted to ingest energy-based sports drinks, energy bars, and protein powders offered that they didn’t
include any ergogenic vitamins. The cause for this was
that many resistance-trained athletes ingest these energy-based
supplements as a way to take care of their beneficial dietary consumption of calories.
Hardcore bodybuilders (as well as an rising variety
of fighters and athletes) are shopping for so much MYO-GROW™
that finding a bottle at your local “supplement dealer” has turn into just about inconceivable.
The datasets generated throughout and/or analyzed through
the present study are available from the authors on reasonable request.
Please contact the corresponding creator for additional data related to the work on this manuscript.
This compound widens the blood vessels, permitting greater blood move
to the tissues.
Most people who take resistance coaching critically most likely already take
2 if not all three of those dietary supplements.
Myo-X’s follistatin in all probability can’t have an additive effect because they’re already lowering the body’s myostatin levels.
Of course, it’s possible, even probable, that myostatin steps in once more if we reach a certain muscle mass potential although bodybuilding and resistance coaching.
EAA elevated muscle quality (e.g., grip energy and maximal carrying load) without
corresponding adjustments in markers of mitochondrial biogenesis and neuromuscular
junction stability. In conclusion, RT amplifies muscle mass and strength by way
of adjustments in muscle protein turnover at the side of modifications in implicated
signaling, while EAAs enhance muscle quality by way of
unknown mechanisms. Beige and brown adipocytes exist in WAT, contributing to the
whole body’s power expenditure. Different stimuli (i.e.
advanced hormonal interaction and quite a few environmental factors) lead to WAT
browning. Vitamin D may be saved in adipose tissue; thus its
insufficiency would possibly contribute to aberrant adipogenesis.
Additional analysis is required to fully elucidate the interactions between MSTN inhibition and metabolic problems.
Fatigue has become more and more common and significant with societal progress and quicker tempo of life.
Fatigue is a posh physiological and biochemical course of that occurs when mind or bodily strength reaches a certain stage1.
dark markets https://mydarkmarketlink.com/ – dark web sites
darkmarket list https://idarknetmarket.com/ – darkmarket 2025
dark market https://cannahomemarket.link/ – darknet markets links
darknet drug market https://firstdarkmarket.com/ – dark markets
dark market link https://idarknetmarket.com/ – darknet drug market
darknet drug links https://darkfoxmarketplace.com/ – darknet drug links
darknet markets 2025 https://mydarkmarketlink.com/ – dark web marketplaces
darknet market list https://kingdom-darkmarketplace.com – darknet markets url
dark markets https://kingdom-marketplace.com/ – darkmarkets
darkmarket link https://kingdommarketdarknet.com/ – darknet markets onion address
tor drug market https://cannahome-darkmarket-online.com/ – dark markets
darknet drug market https://drdarkfoxmarket.com – dark market 2025
dark web link https://darkmarketdarkfox.com/ – darknet marketplace
dark web drug marketplace https://cyberdarkmarkets.com/ – darknet site
darknet market https://drdarkfoxmarket.com – darkmarket list
dark web market https://mydarkmarketlink.com/ – dark web market
dark web markets https://kingdommarketdarknet.com/ – dark web market list
dark web sites https://cyberdarkmarkets.com/ – dark market url
dark web marketplaces https://kingdom-darkmarketplace.com – darknet sites
darknet drugs https://darknetmarketsonion.shop/ – dark web drug marketplace
dark web market https://cannahomemarket.link/ – dark websites
darknet drugs https://mydarkmarketlink.com/ – darknet markets links
darknet drug market https://cyberdarkmarkets.com/ – darknet markets url
darkmarkets https://kingdom-marketplace.com/ – darknet websites
bitcoin dark web https://asap-market-onion.com/ – darknet markets onion
best darknet markets https://cannahome-darkmarket-online.com/ – dark web drug marketplace
darknet markets links https://cannahomedarknetdrugstore.com/ – dark markets
dark web link https://darkfoxmarketplace.com/ – darknet market lists
darknet market links https://drdarkfoxmarket.com – dark market link
best darknet markets https://darkfoxmarketplace.com/ – darknet drug market
dark web market https://cyberdarkmarkets.com/ – darknet drug market
dark markets 2025 https://cyberdarkmarkets.com/ – bitcoin dark web
dark market onion https://kingdom-marketplace.com/ – darknet market lists
dark web market links https://kingdomdarkmarketonline.com/ – darknet drug store
darknet websites https://kingdomdarknetdrugstore.com/ – darknet links
darknet links https://kingdom-darkmarketplace.com – dark web market
darknet drugs https://mydarkmarketlink.com/ – dark web market
darknet markets onion https://kingdomdarkmarketonline.com/ – dark websites
dark web link https://kingdomdarknetdrugstore.com/ – darknet markets url
dark web sites https://kingdomdarkmarketplace.com – darknet markets
dark market 2025 https://asap-market-onion.com/ – dark web sites
darknet market links https://dark-web-versus.com – onion dark website
dark markets https://darkmarketdarkfox.com/ – darknet drug links
dark web marketplaces https://asap-market-onion.com/ – darknet websites
best darknet markets https://kingdomdarknetdrugstore.com/ – dark web market urls
dark markets https://kingdomdarkmarketplace.com – darkmarket url
darknet drug links https://mydarkmarketlink.com/ – dark market link
dark web market list https://kingdomdarkmarketonline.com/ – darknet drug store
dark market onion https://kingdomdarknetdrugstore.com/ – dark web sites
darkmarkets https://kingdom-darkmarketplace.com – darknet markets onion
darknet market https://firstdarkmarket.com/ – darkmarket list
darknet drug market https://asap-market-onion.com/ – dark web marketplaces
dark market onion https://darkfoxmarketplace.com/ – dark web market links
onion dark website https://cannahomedarknetdrugstore.com/ – dark web market links
dark web markets https://darkmarketdarkfox.com/ – tor drug market
dark market 2025 https://kingdomdarkmarketonline.com/ – dark market list
darknet markets links https://kingdomdarknetdrugstore.com/ – dark web link
darknet markets url https://cannahomedarknetdrugstore.com/ – darkmarket
dark web market list https://mydarkmarketlink.com/ – darknet markets onion address
dark markets https://kingdommarketdarknet.com/ – darknet links
darknet market links https://cannahomemarket.link/ – darknet drug store
onion dark website https://kingdomdarkmarketplace.com – dark web market list
darknet markets links https://mydarkmarketlink.com/ – best darknet markets
darknet markets onion https://darknetmarketsonion.shop/ – dark market link
dark markets 2025 https://cannahome-darkmarket-online.com/ – darkmarket 2025
dark web market list https://drdarkfoxmarket.com – darknet links
darknet drugs https://onion-dark-market.shop/ – darknet site
tor drug market https://cannahomemarket.link/ – dark market list
darknet market list https://aasap-market.com/ – bitcoin dark web
darknet sites https://cannahomedarknetdrugstore.com/ – bitcoin dark web
dark websites https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet websites
dark market list https://darkmarketdarkfox.com/ – dark web market urls
darkmarkets https://github.com/abacuslink4jjku/abacuslink – darknet drug store
best darknet markets https://kingdommarketdarknet.com/ – dark web market links
darknet market links https://github.com/darkwebsitesyhshv/darkwebsites – onion dark website
darknet sites https://darkfoxdarkweb.com/ – dark websites
darkmarket https://github.com/nexusdarkrtv1u/nexusdark – dark market
dark markets https://github.com/aresonioncq0a7/aresonion – tor drug market
darknet markets url https://drdarkfoxmarket.com – dark market link
bitcoin dark web https://github.com/aresonioncq0a7/aresonion – dark markets
dark web market links https://github.com/darkwebsitesyhshv/darkwebsites – dark markets 2025
darkmarket url https://kingdom-marketplace.com/ – dark web market links
dark market 2025 https://idarknetmarket.com/ – darknet markets
darknet drug links https://github.com/abacuslink4jjku/abacuslink – darknet markets 2025
darknet market https://github.com/aresonioncq0a7/aresonion – dark market list
darkmarket list https://github.com/darkwebsitesyhshv/darkwebsites – dark web market links
best darknet markets https://mydarkmarketlink.com/ – darknet drug links
dark web marketplaces https://github.com/nexusdarkrtv1u/nexusdark – darknet marketplace
bitcoin dark web https://kingdomdarkmarketonline.com/ – dark market list
darkmarket https://darkfoxmarketplace.com/ – dark market
dark web market https://darkfoxdarkweb.com/ – darknet market links
darknet drug market https://github.com/aresonioncq0a7/aresonion – darkmarket 2025
darknet markets url https://github.com/abacuslink4jjku/abacuslink – darknet markets onion
darknet websites https://onion-dark-market.shop/ – darkmarket url
darkmarket https://kingdomdarkmarketonline.com/ – dark web drug marketplace
darknet drug links https://kingdomdarknetdrugstore.com/ – darknet market list
dark web market https://darkfoxdarkweb.com/ – darknet markets 2025
darknet market https://kingdom-darkmarketplace.com – dark web markets
darkmarket url https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark markets
darknet links https://github.com/abacuslink4jjku/abacuslink – dark web marketplaces
darknet links dark web sites
darknet drugs https://github.com/darkwebsitesyhshv/darkwebsites – dark web market links
dark web market urls https://github.com/nexusdarkrtv1u/nexusdark – dark web market list
dark market 2025 https://github.com/aresonioncq0a7/aresonion – darknet market list
dark web market urls darknet markets links
dark web drug marketplace darknet markets onion address
darkmarket list dark market list
darknet market list darknet marketplace
dark market url https://github.com/darkwebsitesyhshv/darkwebsites – bitcoin dark web
darknet sites dark markets
darknet marketplace https://github.com/nexusdarkrtv1u/nexusdark – darknet marketplace
dark web markets https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark market onion
bitcoin dark web https://github.com/abacuslink4jjku/abacuslink – darknet drug market
darknet sites darknet market links
tor drug market https://github.com/aresonioncq0a7/aresonion – darknet sites
dark web marketplaces https://github.com/darkwebsitesyhshv/darkwebsites – darkmarkets
dark web markets dark market onion
darknet markets onion https://github.com/nexusdarkrtv1u/nexusdark – darknet drug store
bitcoin dark web darknet websites
dark web markets dark web drug marketplace
darknet websites https://github.com/darkwebsitesyhshv/darkwebsites – bitcoin dark web
darknet links https://github.com/nexusdarkrtv1u/nexusdark – dark web markets
dark web market links dark web drug marketplace
dark market url https://github.com/aresonioncq0a7/aresonion – darkmarket
dark markets darknet sites
darknet site darkmarket link
bitcoin dark web https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet markets 2025
darknet markets onion address https://github.com/abacuslink4jjku/abacuslink – dark web sites
darknet markets 2025 https://github.com/darkwebsitesyhshv/darkwebsites – darknet drugs
darknet sites dark markets
dark market 2025 https://github.com/aresonioncq0a7/aresonion – bitcoin dark web
darkmarket url dark market url
darkmarket url darknet site
bitcoin dark web https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark web sites
dark market onion https://github.com/abacuslink4jjku/abacuslink – darknet links
darknet websites dark markets
darkmarket link https://github.com/aresonioncq0a7/aresonion – dark web market urls
dark web market links https://github.com/darkwebsitesyhshv/darkwebsites – darkmarket list
darkmarket link darknet market
darknet market https://github.com/nexusdarkrtv1u/nexusdark – dark web market list
darknet websites darknet market links
dark market onion darknet markets 2025
dark market url https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet sites
darknet links dark web market list
dark websites https://github.com/aresonioncq0a7/aresonion – darknet markets url
dark web market links tor drug market
dark market darkmarket url
darknet market https://github.com/darkwebsitesyhshv/darkwebsites – darknet drugs
darknet markets 2025 https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darkmarket
darkmarket link https://github.com/aresonioncq0a7/aresonion – tor drug market
dark markets dark market onion
darknet markets onion address dark web drug marketplace
darknet markets links darknet market
darknet sites darknet markets links
dark web market urls https://github.com/nexusdarkrtv1u/nexusdark – onion dark website
darkmarkets https://github.com/aresonioncq0a7/aresonion – darknet market lists
darknet market links https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark web market list
dark markets 2025 dark websites
dark web market list tor drug market
darknet markets onion address https://github.com/nexusdarkrtv1u/nexusdark – dark web link
tor drug market https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet links
darkmarket https://github.com/darkwebsitesyhshv/darkwebsites – best darknet markets
dark markets 2025 https://github.com/nexusdarkrtv1u/nexusdark – darknet market lists
bitcoin dark web https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet site
darknet markets url https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet sites
darknet sites https://github.com/aresonioncq0a7/aresonion – dark web marketplaces
dark market 2025 https://github.com/abacuslink4jjku/abacuslink – darknet market
darknet marketplace https://github.com/darkwebsitesyhshv/darkwebsites – darknet site
darknet markets https://github.com/nexusdarkrtv1u/nexusdark – darkmarket url
darknet links https://github.com/aresonioncq0a7/aresonion – dark web market
darknet market https://github.com/abacuslink4jjku/abacuslink – darknet links
tor drug market https://github.com/darkwebsitesyhshv/darkwebsites – dark market list
darknet site https://github.com/aresonioncq0a7/aresonion – dark market list
darknet market links https://github.com/darkwebsitesyhshv/darkwebsites – dark market 2025
darkmarket list https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet marketplace
dark web market urls darknet markets onion address
darknet markets onion https://github.com/aresonioncq0a7/aresonion – darknet market list
onion dark website https://github.com/darkwebsitesyhshv/darkwebsites – darknet market
dark markets best darknet markets
dark web drug marketplace dark market
darknet market lists https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet markets url
dark web market list https://github.com/aresonioncq0a7/aresonion – darknet markets links
darknet market links https://github.com/abacuslink4jjku/abacuslink – darknet markets
dark web link dark web market list
dark web drug marketplace https://github.com/nexusdarkrtv1u/nexusdark – darkmarket 2025
darknet drugs https://github.com/aresonioncq0a7/aresonion – dark web market urls
dark web market links darknet markets links
darknet markets https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark websites
darknet site darknet drug links
darknet markets url https://github.com/abacuslink4jjku/abacuslink – dark web markets
darknet markets 2025 darknet market lists
darknet websites https://github.com/aresonioncq0a7/aresonion – dark market link
darknet markets url https://github.com/nexusdarkrtv1u/nexusdark – dark markets
darknet site https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark market link
dark web marketplaces https://github.com/aresonioncq0a7/aresonion – dark websites
dark markets 2025 https://github.com/darkwebsitesyhshv/darkwebsites – dark market 2025
darkmarket 2025 https://github.com/nexusdarkrtv1u/nexusdark – darknet links
darknet markets 2025 https://github.com/abacuslink4jjku/abacuslink – darknet markets url
dark web sites https://github.com/aresonioncq0a7/aresonion – dark market url
dark markets https://github.com/darkwebsitesyhshv/darkwebsites – darknet markets 2025
dark market onion https://github.com/nexusdarkrtv1u/nexusdark – dark market 2025
darknet drug store https://github.com/aresonioncq0a7/aresonion – darknet marketplace
dark market list https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet market links
darknet markets 2025 https://github.com/abacuslink4jjku/abacuslink – dark web market urls
bitcoin dark web https://github.com/darkwebsitesyhshv/darkwebsites – darknet drug links
dark web market https://github.com/aresonioncq0a7/aresonion – darknet websites
darkmarket 2025 https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet markets
darknet market list https://github.com/abacuslink4jjku/abacuslink – dark web market links
dark markets darkmarket list
darknet markets links https://github.com/darkwebsitesyhshv/darkwebsites – dark web market links
darknet drug store https://github.com/aresonioncq0a7/aresonion – dark markets 2025
darkmarket 2025 https://github.com/nexusdarkrtv1u/nexusdark – darknet drugs
darknet markets 2025 https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darkmarket url
darkmarket link bitcoin dark web
darknet markets links https://github.com/abacuslink4jjku/abacuslink – darknet marketplace
darkmarkets dark web marketplaces
dark web market urls darknet markets url
darknet drug links https://github.com/aresonioncq0a7/aresonion – dark web link
darknet market list https://github.com/nexusdarkrtv1u/nexusdark – darknet market list
darknet sites https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darkmarket
best darknet markets https://github.com/nexusdarkrtv1u/nexusdark – darknet drugs
dark market link https://github.com/aresonioncq0a7/aresonion – darknet drugs
dark web drug marketplace https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – onion dark website
darkmarket url https://github.com/abacuslink4jjku/abacuslink – darknet markets 2025
darkmarket url https://github.com/darkwebsitesyhshv/darkwebsites – dark web marketplaces
dark web sites https://github.com/aresonioncq0a7/aresonion – darknet markets onion
dark web market links https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark web market links
dark market onion dark websites
dark web market urls https://github.com/aresonioncq0a7/aresonion – darknet markets links
darknet markets https://github.com/darkwebsitesyhshv/darkwebsites – onion dark website
dark markets darknet markets
dark markets 2025 https://github.com/nexusdarkrtv1u/nexusdark – darkmarket url
darknet websites https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darkmarket 2025
darknet market links https://github.com/aresonioncq0a7/aresonion – dark market
darknet market https://github.com/darkwebsitesyhshv/darkwebsites – darknet marketplace
darknet drug market https://github.com/nexusdarkrtv1u/nexusdark – darknet drugs
onion dark website dark market link
dark markets 2025 https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark market
bitcoin dark web https://github.com/abacuslink4jjku/abacuslink – darknet drug links
darknet markets dark web market list
darknet drug market best darknet markets
dark market list https://github.com/aresonioncq0a7/aresonion – dark markets
darknet markets onion https://github.com/abacuslink4jjku/abacuslink – bitcoin dark web
darkmarket darknet drugs
darknet markets url https://github.com/darkwebsitesyhshv/darkwebsites – dark web market list
darkmarkets https://github.com/aresonioncq0a7/aresonion – darkmarket link
darknet markets links https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark websites
darkmarket https://github.com/abacuslink4jjku/abacuslink – darknet marketplace
darknet markets onion dark web market urls
darkmarket https://github.com/darkwebsitesyhshv/darkwebsites – dark web marketplaces
darknet markets dark web market links
darknet markets onion address https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet sites
darknet markets onion address https://github.com/aresonioncq0a7/aresonion – darknet markets onion
dark web drug marketplace https://github.com/abacuslink4jjku/abacuslink – darknet markets url
darkmarket link https://github.com/darkwebsitesyhshv/darkwebsites – darknet markets 2025
dark market list https://github.com/nexusdarkrtv1u/nexusdark – darkmarkets
dark web marketplaces darknet market links
dark web drug marketplace https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark web markets
darknet market https://github.com/abacuslink4jjku/abacuslink – darknet market
darknet markets links https://github.com/darkwebsitesyhshv/darkwebsites – dark markets 2025
bitcoin dark web darknet sites
dark web market https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – best darknet markets
dark web markets https://github.com/abacuslink4jjku/abacuslink – dark web drug marketplace
darknet markets url https://github.com/aresonioncq0a7/aresonion – darknet drugs
darknet drug market darkmarket list
dark market list dark markets 2025
dark market 2025 dark websites
dark web market links https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark market list
onion dark website dark markets
darknet market https://github.com/abacuslink4jjku/abacuslink – dark web market urls
darknet drug store darkmarket 2025
darknet market https://github.com/darkwebsitesyhshv/darkwebsites – dark web sites
dark web market https://github.com/nexusdarkrtv1u/nexusdark – darknet drugs
darkmarket link https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet websites
dark web sites https://github.com/abacuslink4jjku/abacuslink – darkmarkets
darknet markets https://github.com/aresonioncq0a7/aresonion – darknet drug market
dark market list dark market url
dark web markets https://github.com/abacuslink4jjku/abacuslink – dark websites
bitcoin dark web darkmarket 2025
darkmarket link dark market link
dark web drug marketplace darknet markets onion address
darkmarkets dark markets
darknet drugs https://github.com/nexusdarkrtv1u/nexusdark – darknet markets
dark market https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – onion dark website
dark web marketplaces https://github.com/aresonioncq0a7/aresonion – darknet markets url
dark web market list https://github.com/darkwebsitesyhshv/darkwebsites – darknet drug store
darknet marketplace darknet drug store
darknet links darknet drug links
This is a budget-friendly option that is out there in a number of
sizes and offers completely different shelves on your specific wants.
The Common Storage System 2.0 from Rogue is constructed with a mix of 3×3
and 2×3 11-gauge metal. Additionally, it presents aspect holes on the base and front/back holes on the
uprights. This permits you to connect things like barbell holders,
providing you with storage for as much as 4 bars.
In Titan Fitness’s Multifunctional Stack
Weight Exercise Station class, there are two functional trainers and a lat tower.
At the time of this evaluation, the simply-titled
Functional Coach was on sale for 5% off its traditional value of $2,499.
It options two 200-lb weight stacks, a brief bar, an extended bar, adjustable pulleys, ankle straps, a
pull-up bar, and more. With this exercise station, you can do exercises like lunges, step-ups,
pulldowns, twists, flies, and extra. One fitness skilled added the XFT to their PT studio, lauding its
versatility and the positive suggestions from shoppers.
Another person emphasised its superior high quality in comparability with other tools they’ve tried, noting its ease of adjustment
and user-friendliness for his or her complete household.
Constructing a home gym has plenty of benefits, from saving cash on a gym
membership, with the flexibility to work out by yourself
time, and never having to attend for tools to become obtainable.
One last item to contemplate is whether or not or not
or not you want to bolt your squat rack to the floor.
If you do, you’ll must ensure you can drill through any protective floor coverings.
In Any Other Case, if you’re involved about your squat rack wobbling, you presumably can put heavy sandbags on it to maintain it
steady. Shopping For your fitness center gear in phases
is not going to only assist you to finances your bills however may
even permit you to visualize how your fitness center will come together as
you slowly add to it. A 200 sq. foot home health club is still giant enough for a power cage, however you may want to think about
a squat stand instead so you could have more room for different exercises.
When you’re constructing a house health club, it could be exhausting to visualise what can and can’t fit in your space.
This home health club system from Rep Fitness
goes nicely past what you count on of a conventional power rack.
Like a traditional rack, this feature comes with area for weight storage,
attachable bar hooks to transition between squats and bench press, as properly as two pull up bars with differing grip thickness.
As a former private trainer, seasoned Verywell
Match health author, and avid exerciser, Alena Davis understands
how necessary it’s to choose the proper residence fitness center tools for you.
For this article, Alena seemed over the take a look at results
from our lab to assist compile our high picks. The listing includes climbing, canoeing,
an e-bike rides, rowing, alpine snowboarding, swimming, stand-up
paddleboarding, and yoga.
David Otey, CSCS is a health author, NYC-based
power coach, and Men’s Well Being Advisory Board member who focuses
on energy and hypertrophy protocols as nicely as athletic performance.
The rower can be easily saved vertically in opposition to a wall,
however requires an anchor to enter the wall for safety.
This is perfect for any rowers on the lookout for nice lessons and a
well-built machine, especially if they’re already Peloton fans.
Otey and MH fitness editors found each the seat and foot pedals
extraordinarily snug, and the foot strap secure but straightforward to adjust with a single hand.
Otey describes the strap’s pull as “silky easy” with out
the annoying catching present in lesser rowers.
We found that the electrically controlled resistance additionally makes for whisper-quiet operation.
However if you’re on the lookout for a house health club that may handle severe weight lifting,
it’s a fantastic selection. This health club additionally contains
the lat pulldown bar, the ab harness, and a low row bar, giving just about everyhting you need to begin exercising proper out of the field.
The upper and lower pulleys can be utilized as ordinary, however there’s additionally a
center pulley for ab crunches and even more exercise variety.
In the center, you have the chest press station that
doubles as a pec fly station, allowing some good variety for working the chest.
The G20 mannequin, specifically, captivated us with its sleek and extremely practical design. Whereas it is most likely not essentially the most budget-friendly option, the worth supplied by Pressure USA residence gyms is
substantial, and so they ease the strain in your pockets
the place they can with inclusion of free transport. We’re further inspired by
their “A+” grade from the BBB. General, we extremely suggest Pressure USA for dedicated bodybuilders.
One factor I liked was that Tempo has a day by day Readiness score that’s created based in your individualized well being knowledge,
including your sleep high quality, heart price, and the exercises you did yesterday.
Gyms are great, however the lengthy waits to use the gear and gym membership fees aren’t.
We all live hectic lives, and we’re continually looking for ways to unlock a while in our every day routines,
avoid wasting cash, and nonetheless get an excellent exercise.
The Smith machine is a industrial gym machine consisting of a barbell fixed within metal rails, permitting motion, limiting movement to a vertical
or near-vertical plane of movement. TotalGym is a household name as their machines are nice for a sure phase of health enthusiasts.
darknet links https://github.com/aresonioncq0a7/aresonion – dark market link
darkmarket link https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet marketplace
dark market link https://github.com/abacuslink4jjku/abacuslink – darknet site
darknet sites darknet websites
dark market onion https://github.com/darkwebsitesyhshv/darkwebsites – dark web link
dark market https://github.com/nexusdarkrtv1u/nexusdark – dark web market urls
dark web market links https://github.com/aresonioncq0a7/aresonion – darkmarket 2025
darknet site https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darkmarket link
dark market link https://github.com/aresonioncq0a7/aresonion – dark market
darknet market best darknet markets
darknet links darknet market
dark web market links darknet markets
darknet market https://github.com/abacuslink4jjku/abacuslink – dark markets
best darknet markets dark web market urls
darknet markets links best darknet markets
dark web link https://github.com/nexusdarkrtv1u/nexusdark – darknet links
darknet markets url https://github.com/aresonioncq0a7/aresonion – darknet drug market
dark web market list dark market url
darknet marketplace darknet drugs
darkmarket 2025 https://github.com/darkwebsitesyhshv/darkwebsites – dark market list
dark websites https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark web sites
dark markets https://github.com/abacuslink4jjku/abacuslink – dark market 2025
dark market url dark web market urls
darkmarkets dark websites
dark websites darknet drug links
darknet websites https://github.com/abacuslink4jjku/abacuslink – darknet market links
darkmarkets https://github.com/darkwebsitesyhshv/darkwebsites – darknet market links
darknet links https://github.com/nexusdarkrtv1u/nexusdark – darkmarket link
dark market 2025 dark markets 2025
darknet markets darknet markets url
dark market url onion dark website
dark web market list https://github.com/nexusdarkrtv1u/nexusdark – best darknet markets
darknet sites dark web markets
dark market list darkmarket link
darknet market list dark market
darknet markets url https://github.com/aresonioncq0a7/aresonion – darknet sites
dark market https://github.com/darkwebsitesyhshv/darkwebsites – dark web drug marketplace
darknet drug links dark market link
bitcoin dark web darkmarket
darknet markets onion https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – bitcoin dark web
darknet sites https://github.com/abacuslink4jjku/abacuslink – dark web market links
darkmarket link darknet market
darknet markets https://github.com/darkwebsitesyhshv/darkwebsites – darknet sites
darkmarket list bitcoin dark web
dark web market darkmarkets
darknet market lists https://github.com/aresonioncq0a7/aresonion – darknet marketplace
darknet site darknet marketplace
darknet markets url darkmarket url
dark web sites https://github.com/aresonioncq0a7/aresonion – darknet drugs
darknet market links https://github.com/aresonioncq0a7/aresonion – dark web marketplaces
darknet links dark web drug marketplace
darknet drug store dark market 2025
darknet drugs darkmarkets
darknet site https://github.com/abacuslink4jjku/abacuslink – dark markets
onion dark website https://github.com/darkwebsitesyhshv/darkwebsites – darknet drugs
darknet market lists https://github.com/nexusdarkrtv1u/nexusdark – dark websites
darknet markets url https://github.com/abacuslink4jjku/abacuslink – dark markets 2025
darknet websites darkmarket link
darknet site https://github.com/darkwebsitesyhshv/darkwebsites – best darknet markets
darknet markets https://github.com/aresonioncq0a7/aresonion – darknet site
darknet markets onion address darknet market lists
dark market https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – tor drug market
dark web sites https://github.com/abacuslink4jjku/abacuslink – dark web drug marketplace
darknet market lists https://github.com/aresonioncq0a7/aresonion – dark market link
tor drug market https://github.com/nexusdarkrtv1u/nexusdark – darknet markets onion address
darknet markets onion dark web markets
darknet drugs https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet drugs
darknet drug market https://github.com/aresonioncq0a7/aresonion – dark market
darknet markets links dark web market urls
darkmarkets https://github.com/nexusdarkrtv1u/nexusdark – darknet links
darkmarket link darknet drug links
darknet markets onion best darknet markets
darknet markets onion address https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark web market urls
darknet markets url https://github.com/aresonioncq0a7/aresonion – darkmarkets
darkmarket link https://github.com/abacuslink4jjku/abacuslink – darknet market
dark market 2025 dark web markets
dark market link darknet markets onion address
onion dark website https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet market
darknet markets links https://github.com/abacuslink4jjku/abacuslink – dark market
darknet market dark market
darknet markets url https://github.com/darkwebsitesyhshv/darkwebsites – dark market url
darknet links https://github.com/nexusdarkrtv1u/nexusdark – darknet markets links
bitcoin dark web darknet market list
tor drug market darknet websites
dark web market urls darknet links
dark market 2025 darknet markets
dark websites dark market link
dark web sites https://github.com/aresonioncq0a7/aresonion – dark web market list
darknet site dark market onion
darknet links https://github.com/nexusdarkrtv1u/nexusdark – dark market url
darkmarket url darkmarkets
darknet websites darknet markets 2025
tor drug market dark markets
dark market link tor drug market
best darknet markets dark web market urls
dark markets darknet websites
darknet markets url dark market 2025
dark web marketplaces darknet markets url
darkmarket 2025 best darknet markets
darknet market links darkmarket
darknet market lists darkmarket
bitcoin dark web darknet markets 2025
dark market darkmarket link
darkmarket link darknet drugs
MetaMask Chrome provides great flexibility. Supports various blockchains and allows easy token swapping. A fantastic tool for crypto users.
dark markets 2025 dark market link
darknet markets onion darknet market
darkmarkets best darknet markets
darknet markets url darknet market links
dark web market urls darknet markets url
dark market list darknet market list
best darknet markets onion dark website
darknet market links darkmarkets
darkmarkets darknet drug store
onion dark website dark web marketplaces
darknet drug market dark market url
darkmarket 2025 darknet market
dark web link dark market
darknet market list darknet market
darknet drugs dark market 2025
darkmarket list darknet markets
darknet drug store dark market
darknet drug market dark web market links
dark web market darknet drug store
darknet markets dark web market urls
darknet market list darknet sites
onion dark website darkmarket list
dark web market list darknet sites
darkmarket url darkmarket list
dark market darknet market list
dark web drug marketplace darknet market links
dark web market urls dark market
darknet drug market dark market url
darknet markets dark market list
best darknet markets darknet markets url
darknet markets onion address dark markets 2025
dark market 2025 darknet markets onion address
darknet marketplace darknet site
darkmarkets darknet markets 2025
dark web market dark markets 2025
darkmarket 2025 bitcoin dark web
darknet markets url bitcoin dark web
dark web drug marketplace darknet market list
darkmarket darkmarket link
dark web sites darknet markets onion address
dark web sites darkmarket 2025
darknet markets 2025 darknet markets onion address
darkmarket list darkmarkets
darkmarket link dark websites
dark web link dark market
darknet sites darknet sites
darknet site darknet drug market
70918248
darknet market lists darknet markets 2025
darknet markets onion address darknet marketplace
dark market url darknet sites
darknet websites darkmarket link
darknet drug market dark market
darknet market list darknet drugs
dark markets 2025 dark web market list
darknet market list best darknet markets
darknet markets url darknet markets url
darknet site darknet market links
onion dark website dark market 2025
dark web market darkmarket url
dark market url dark websites
darknet site dark web marketplaces
dark market list dark market
darknet sites dark web marketplaces
darknet markets links dark web link
darkmarket darknet marketplace
dark web market list darknet markets links
darknet links darknet links
darknet drug links dark websites
darkmarket 2025 darknet websites
darknet markets 2025 darknet drugs
dark web markets darknet drug market
darknet markets dark web markets
onion dark website darknet markets onion address
bitcoin dark web onion dark website
dark web marketplaces dark web link
darknet drug market dark market onion
darkmarket list darkmarket list
best darknet markets darkmarket
darkmarket list dark market list
dark web market list darknet marketplace
dark markets dark markets 2025
dark market onion darknet sites
darknet markets onion address dark market onion
dark market link darknet marketplace
dark market onion dark web market urls
darknet market lists dark web market
darkmarket dark market url
darknet markets onion address darknet market list
dark market list darknet market
dark web market urls dark markets 2025
dark market onion dark web market urls
dark web link darkmarket url
darknet marketplace darknet market lists
dark markets https://github.com/nexusdarkrtv1u/nexusdark – dark web sites
dark web sites https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet site
dark web sites https://github.com/aresonioncq0a7/aresonion – darknet market
darkmarkets https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darkmarket 2025
darknet market lists https://github.com/abacuslink4jjku/abacuslink – darknet site
darknet markets url https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darkmarkets
dark web market https://github.com/darkwebsitesyhshv/darkwebsites – darknet site
dark market url dark market link
dark market 2025 darknet markets onion
darknet links darkmarket
tor drug market dark web market list
dark market 2025 dark market list
dark market onion dark web marketplaces
darknet market lists dark web drug marketplace
dark market onion bitcoin dark web
darknet market list dark markets
dark market 2025 darkmarket link
dark web sites darknet markets onion address
dark market url dark web link
70918248
dark market url https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark market list
dark web link https://github.com/abacuslink4jjku/abacuslink – darknet marketplace
darknet websites https://github.com/aresonioncq0a7/aresonion – best darknet markets
dark web market https://github.com/nexusdarkrtv1u/nexusdark – darknet markets onion
darkmarkets https://github.com/abacuslink4jjku/abacuslink – darknet links
darknet websites https://github.com/aresonioncq0a7/aresonion – onion dark website
darknet markets url https://github.com/abacuslink4jjku/abacuslink – darknet market lists
darkmarkets https://github.com/aresonioncq0a7/aresonion – darknet market
darknet drugs https://github.com/darkwebsitesyhshv/darkwebsites – dark market 2025
darknet drug store https://github.com/aresonioncq0a7/aresonion – darknet market links
dark web market list https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark web markets
dark web market https://github.com/abacuslink4jjku/abacuslink – dark web market
dark web market links https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark web markets
darknet drug store https://github.com/abacuslink4jjku/abacuslink – darknet links
tor drug market https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark web market links
dark market https://github.com/abacuslink4jjku/abacuslink – tor drug market
bitcoin dark web https://github.com/nexusdarkrtv1u/nexusdark – dark web link
darknet market lists https://github.com/darkwebsitesyhshv/darkwebsites – best darknet markets
darknet markets url https://github.com/aresonioncq0a7/aresonion – dark web sites
darknet links https://github.com/abacuslink4jjku/abacuslink – dark web sites
darkmarket url https://github.com/nexusdarkrtv1u/nexusdark – darknet drugs
darknet market links https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet drug store
darknet markets 2025 https://github.com/darkwebsitesyhshv/darkwebsites – dark markets 2025
dark web marketplaces https://github.com/nexusdarkrtv1u/nexusdark – darknet markets links
dark web market links https://github.com/aresonioncq0a7/aresonion – darknet links
dark markets 2025 https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darkmarket link
darknet market list https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – darknet markets links
darknet markets links https://github.com/abacuslink4jjku/abacuslink – dark web market
dark markets 2025 https://github.com/darkwebsitesyhshv/darkwebsites – darknet markets links
dark market link https://github.com/aresonioncq0a7/aresonion – dark web link
bitcoin dark web https://github.com/nexusdarkrtv1u/nexusdark – dark market list
darknet market list https://github.com/aresmarketdarknetl9khn/aresmarketdarknet – dark market link
darkmarket url https://github.com/aresonioncq0a7/aresonion – darknet sites
darkmarket list https://github.com/aresonioncq0a7/aresonion – dark web markets
darknet markets 2025 https://github.com/abacuslink4jjku/abacuslink – darkmarket list
Girls who are just beginning out with the drug often begin at 5-10mg per day; then, supplied they do not experience any harsh virilization, they’re going to progressively enhance dosage to
between 10mg and 20mg. This Is an EliteFitness thread about Anavar for girls, the place the poster begins with 5mg every day
(split into two 2.5mg doses), with plans to later enhance dosage to 10mg per day.
A extremely popular use for Anavar entails using it to extend strength.
Lastly, this steroid affects your kidneys, so be cautious to avoid kidney damage.
It’s important to take any measures when ingesting this type of
drug and to check with medical recommendation earlier than doing so.
Aside from Primobolan, Anavar has the fewest antagonistic effects of any steroid.
This is as a outcome of Anavar continues to be comparatively new and has few negative effects.
We have learned the method to use steroids to make our bodies stronger, enhance our neural pathways,
and recuperate faster. They have been initially used to treat diseases and symptoms like muscle wastage or
anemia. To improve the body’s uptake of Anavar,
take caffeine and omega-3 fatty acids collectively.
One Other means that Anavar works is by increasing the body’s manufacturing of purple blood cells.
Long-term Anavar use can lead to serious well being issues,
including liver injury, high ldl cholesterol, and cardiovascular disease.
These situations can even affect menstrual health by causing hormonal imbalances and disrupting the traditional menstrual cycle.
However, this improve in testosterone can also result in a lower in estrogen levels.
For occasion, in case you are slicing and you would possibly be eating a calorie deficient food
regimen – we suggest starting with 20mg of Anavar
per day. If you may be new to utilizing steroids, we recommend beginning on the
decrease end of the dosage range. If you have used steroids before,
you can start on the higher finish of the dosage range.
For women, the need for PCT is much less frequent as a outcome of
Anavar doesn’t cause as vital a hormonal disruption. Anabolic steroids and different forms of fat loss
and performance PEDs are often stacked with Clen. When it comes to pure weight loss or fat loss
PEDs, Clenbuterol is considered presumably the easiest of the bunch.
Only when you can handle the unwanted aspect effects, but it’s
actually not for everyone. Even many anabolic steroids are much less risky and simpler to use than Clen.
It can additionally be a bronchodilator, successfully opening the airways because of the rest of smooth tissue.
Pharmaceutical-grade Anavar has been leaked onto the black
market by way of particular connections.
This can be in the form of understanding someone who formulates oxandrolone, understanding a physician who can prescribe it, or somebody who has been prescribed it.
Anavar is awesome, but costly, since you want to take a lot for outcomes.
Men produce testosterone in their testes, whereas ladies produce testosterone of their ovaries.
Today, Anavar is unlawful for recreational use in almost each
nation on the planet, besides Mexico, where it can be bought at
a neighborhood pharmacy.
If excessive doses are taken, cardiovascular side effects can become severe, leading to hypertension, coronary heart illness, or stroke.
Cholesterol levels are likely to return to regular once
customers discontinue supplementation. Anavar has confirmed successful in treating burn sufferers due to
its capacity to speed up restoration. Enhanced recovery permits an athlete
to extend training intensity, length, and frequency for enhanced efficiency.
With increased pink blood cell count and increased ATP production,
muscular endurance additionally improves on Anavar.
Fats loss is critical on Anavar, with research
displaying a average dose of 20 mg per day leading to 4
kilos of fat loss over the course of 12 weeks (4). However,
anecdotally, we now have noticed additional reductions in fat mass in our weightlifting patients.
So, Anavar – Oxanabol is a secure steroid that might be so provided that
used correctly. Cycle supporting supplements, wholesome
life-style all along with a great PCT plan is extremely important but there
are different numerous methods which makes this steroid a
fairly secure orally energetic steroid. Do not
let the idea of Oxandrolone being a mild steroid fool you into considering that Oxandrolone is completely secure or side effects free as this is going to be a huge mistake.
Yes, Oxandrolone present in Oxanabol or Anavar is certainly much safer compared to
most different steroids, however unwanted facet effects are very potential, particularly
if the steroid is used carelessly and abused.
Anavar is doubtless considered one of the most powerful and efficient
anabolic steroids in the marketplace at present, and its popularity exhibits no indicators of waning.
This is the liquid that’s left after milk is curdled, and it’s high
in muscle building and strengthening protein. Whey also maintains sturdy
bones, helps to steadiness hormone levels within the physique, and speeds
up muscle restore and restoration. ATP is a key
power supply within the cells of all dwelling organisms, produced by the mitochondria.
It provides mobile power to the physique for a broad range of well being advantages together with muscle construct and power, improved performance, therapeutic, and recovery.
If combined with different steroids, the chances of unwanted side effects, including liver harm,
rise considerably. Anavar can also impression blood sugar levels, so those with diabetes ought to train warning.
Always inform your physician about any medicines or dietary supplements you are taking to avoid
dangerous interactions.
For years (and currently), women select Anavar because it doesn’t cause any
permanent unwanted facet effects and is probably the commonest anabolic steroid utilized by ladies currently.
Purchasing oxandrolone requires a prescription from your doctor or
a certified telemedicine provider like EVOLVE. While you may be on therapy, monitoring your well being and hormone levels by way of wellness checks and blood
tests is important. This helps the doctor higher perceive your physique and its response to the prescribed medication. To use oxandrolone, you’ll
take the medication by mouth, usually between 2 and 4
occasions every day. Observe the dosing directions that your physician has provided you with carefully to get probably the most benefit from taking this medicine.
Anavar is essentially the most well-known model name for Oxandrolone as a outcome of is the primary
model who manufactured Oxandrolone and bought it as a prescription drug.
Oxanabol is manufactured by Alpha Pharma and is sustaining the precise same top quality of the compound,
but is providing it for a cheaper price allowing everyone
to get it if required. As A End Result Of everyone’s physique is exclusive,
every person’s expertise with Anavar will
vary. Cholesterol levels can be thrown off stability, which means LDL and complete
cholesterol improve whereas the great HDL cholesterol decreases.
Clever up, practice onerous and control longevity goals
when opting for scientific performance-enhancing methods.
While SARMs may be a viable possibility for these on the lookout for a
safer various to steroids, they are not a alternative for the actual factor and
should not be relied upon to supply the identical stage of results.
As Anavar is an Anabolic steroid, it’ll have similar results to RAD140, however simply far stronger.
darknet markets darknet markets 2025
As some of the potent anabolic steroids, trenbolone possesses a quantity of advantages.
Nevertheless, trenbolone can additionally be notorious for
its unwanted effects, with users hardly ever having the flexibility to
cycle it without compromising their short-term health.
When using steroids, the physique detects increased ranges of androgens and stops their pure
production. When you stop utilizing steroids, your hormone manufacturing slowly returns to
regular.
This desk offers a concise comparability of trusted suppliers, permitting you to evaluate their key features and make a
dependable alternative. Take a take a glance at the table below to explore respected
sources for buying Trenbolone. Buying Trenbolone
safely involves understanding the varied variations available and their particular characteristics.
To assist you to make knowledgeable decisions, we’ve prepared a comparative table of Trenbolone variations.
This table will present a concise overview of the different types of Trenbolone, including Trenbolone Acetate, Trenbolone Enanthate, and Trenbolone
Hexahydrobenzylcarbonate (Trenbolone Hexa).
Take a better have a glance at the desk beneath to compare
their properties and make an informed alternative.
Getting from the stations of Chamartín to Atocha, for instance, is much faster on this native prepare than by Metro.
This typically consists of poor sleep quality, including plenty of night time sweats.
You may not hear lots concerning the cardiovascular unwanted effects of Trenbolone,
however they actually exist. What we mostly mean by these unwanted effects
is that they impact cholesterol and blood strain.
Additionally, bear in mind that exogenous AAS use will suppress your physique’s capability to supply testosterone
and different androgens, so you may need to be put on testosterone replacement therapy (TRT)
after a cycle. It’s prudent to have a bodily examination before
using any medication, especially when you have a preexisting health condition. Catabolic reactions, corresponding to breaking down physique fats, are the inverse of anabolic reactions; they metabolize
cell components and complicated substrates to kind less complicated derivatives
and release power.
If you’re a bodybuilder trying to get the most out of your
Trenbolone cycles, it’s essential to know the best practices
for utilizing this powerful steroid. Whether you are
new to Trenbolone or an skilled consumer, there are
certain dos and don’ts to bear in mind to get one of the best results in the health club.
In the next section, we’ll take a closer look at the potential unwanted effects and risks of using
Trenbolone. It’s important to start with a decrease dosage and increase it gradually to keep away from adverse side effects.
Moreover, you must never exceed the beneficial
dosage or cycle size. Our mission is to provide you with the knowledge
and motivation you need to achieve your health goals.
You cannot definitively know what to expect from tren till you inject it,
as folks have different experiences based mostly on their genetics.
This is taken into account an aggressive PCT and thus suitable for using post-trenbolone use.
We have found that one approach to overcome insomnia is to eat ample amounts of steak, hen, or
turkey before bedtime, mixed with massive quantities of carbohydrates.
These 3 forms of meat are rich in l-tryptophan, an amino
acid that has sedative qualities, serving to
to soothe users’ central nervous techniques.
Combining l-tryptophan with carbohydrates in a meal aids
absorption and amplifies its soothing results.
We have found that respiratory misery can even happen when injecting other steroids, corresponding to testosterone cypionate.
Muscle gains can vary considerably on a Tren cycle, with your
outcomes being totally different from the subsequent man due to the variables
involved. Diet, coaching, cycle length, dosage,
different compounds used, and your body kind and metabolism will all factor
into your outcomes. Trenbolone’s only official and authorized use
is in livestock, and here, it’s used to increase their appetite and muscle mass so they develop
greater. With your big enhance in strength comes supercharged pumps, and you’ll feel it constantly
throughout exercises.
Furthermore, trenbolone strongly binds to androgen receptors
in fat cells, further boosting fat loss. It’s potential that the individuals in these photos have used favorable lighting and angles and photo
modifying to make their results seem more impressive.
Moreover, many of the individuals in these pictures
might be using other steroids apart from trenbolone, making it unimaginable to understand how much
tren contributed to their results. Although the cause for
trensomnia is unclear, some analysis suggests it could be as a result of trenbolone will increase the levels of a mind
chemical known as hypocretin, which is answerable for preserving
us awake. As A End Result Of of its structure and resistance
to breakdown, tren has a moderate-to-strong unfavorable influence
on cholesterol levels and heart disease risk. It’s not yet clear whether tren has a detrimental
effect on liver well being.
In many jurisdictions, acquiring trenbolone legally necessitates a stringent
prescription process, which underscores the significance of a
thorough medical consultation. Healthcare professionals assess the medical
necessity, weighing potential advantages against important well being dangers.
A legitimate prescription is typically granted only when trenbolone is
deemed essential for particular medical circumstances, not for performance enhancement or aesthetic functions.
It additionally aids in fat loss by boosting the metabolic price, making it an efficient compound throughout
chopping cycles. Moreover, trenbolone is known for growing red blood cell production, which enhances
oxygen supply to muscles, thereby enhancing endurance.
It’s essential to strike a stability between reaping the benefits and minimizing potential side
effects. Consulting with a healthcare professional or
an skilled fitness skilled can present valuable insights into the suitable dosage
in your specific needs. Remember, responsible use and adherence to recommended dosages
are key to optimizing the advantages of Trenbolone while
minimizing risks.
dark market 2025 darknet marketplace
dark markets 2025 darknet sites
dark web market urls dark web marketplaces
dark web market urls darknet drug links
darknet links darknet drug links
darknet sites darknet sites
darknet sites darknet market lists
dark web marketplaces dark web markets
bitcoin dark web darknet marketplace
darknet markets onion address darknet drug links
dark web market urls darknet market links
darknet markets url darknet market
dark web link darkmarket list
tor drug market dark web sites
dark markets dark market list
darkmarket link dark websites
darkmarket dark markets 2025
darkmarket list darknet market list
dark web drug marketplace darknet drug links
darknet market list dark web market list
dark market 2025 darknet market list
darknet marketplace darknet links
dark market list darkmarket 2025
darknet drug market best darknet markets
dark web drug marketplace dark market link
darknet markets onion dark website
darkmarket dark web market urls
darknet market list darknet drugs
darknet markets onion darknet websites
dark market list dark web drug marketplace
darknet drugs darknet drug links
dark websites dark web markets
darkmarket list tor drug market
dark web market urls darkmarket
dark web market dark market link
darknet market dark market onion
darknet market lists dark market list
darkmarket 2025 dark web marketplaces
darkmarkets darkmarket
darknet markets links darknet markets onion address
darknet sites best darknet markets
darknet drugs bitcoin dark web
darknet markets 2025 tor drug market
MetaMask Download is highly recommended! It’s a secure and efficient way to manage your crypto assets without hassle.
dark market dark market link
darknet websites darkmarkets
darknet market list darknet drug market
darknet drug store dark web sites
dark web marketplaces dark market list
dark web market darknet markets onion address
darknet markets onion darknet market list
dark markets 2025 dark web link
onion dark website darknet market lists
darknet drug links darknet websites
darkmarket 2025 dark web markets
dark web markets darkmarkets
darknet marketplace best darknet markets
dark web market links dark market
darkmarket link dark web market links
dark market list dark markets
dark web market urls onion dark website
best darknet markets darknet markets onion
dark markets dark web markets
darknet markets links dark market url
darknet markets onion darknet markets onion
dark web drug marketplace dark market
darknet market dark web drug marketplace
dark web market dark web market
darkmarket link dark web marketplaces
dark web markets tor drug market
dark web sites dark market
darkmarkets darkmarket list
darknet markets 2025 dark web market list
dark web markets dark market list
darknet markets links darknet drug links
dark web drug marketplace dark market url
dark market list darkmarket 2025
darknet drugs darkmarket url
darkmarket link tor drug market
dark market list dark web market urls
darknet markets url darknet drugs
darknet drug links darknet drug market
dark websites darknet site
dark web market links darkmarket
darknet drugs dark markets
darknet marketplace darknet links
dark web market list dark markets 2025
dark web sites dark web marketplaces
darkmarket darknet market list
https://adaptable-goat-dd3cmf.mystrikingly.com/blog/e851ed8da7d
https://hallbook.com.br/blogs/295250/%EB%B0%9C%EA%B8%B0%EB%B6%80%EC%A0%84%EA%B3%BC-%EC%A1%B0%EB%A3%A8-%EC%9E%90%EC%97%B0-%EC%B9%98%EB%A3%8C%EC%99%80-%EC%9D%98%ED%95%99%EC%A0%81-%EC%A0%91%EA%B7%BC%EB%B2%95-%EB%B9%84%EA%B5%90
https://dependable-owl-dc4vlm.mystrikingly.com/blog/be572ff771d
https://ameblo.jp/naveridbuy/entry-12861932515.html
https://gajweor.pixnet.net/blog/post/157629283
https://xn--w9-o02ik82a9zf22ad8ev5v7ld1xt.mystrikingly.com/blog/vs
https://gajweor.pixnet.net/blog/post/157629706
https://inky-lark-dc4vlz.mystrikingly.com/blog/17d9b1a7a56
https://iridescent-cuckoo-dbgzh9.mystrikingly.com/blog/7b5c0acdc63
https://viastoer.blogspot.com/2024/07/blog-post_33.html
https://ingenious-lark-dbgzhj.mystrikingly.com/blog/45fc9f7e2c8
https://medium.com/@nsw5288/%EB%B9%84%EC%95%84%EA%B7%B8%EB%9D%BC-%EA%B5%AC%EB%A7%A4-%EC%A0%84-%EA%BC%AD-%EC%95%8C%EC%95%84%EC%95%BC-%ED%95%A0-%EA%B1%B4%EA%B0%95-%EC%A0%95%EB%B3%B4-fa4b72b8874f
https://medium.com/@carlfrancoh38793/%EB%84%A4%EC%9D%B4%EB%B2%84-%EC%95%84%EC%9D%B4%EB%94%94-%EA%B1%B0%EB%9E%98-%EC%95%88%EC%A0%84%ED%95%98%EA%B2%8C-%EC%A7%84%ED%96%89%ED%95%98%EB%8A%94-%EB%B0%A9%EB%B2%95-19e6c51d0e78
https://gajweor.pixnet.net/blog/post/162874321
https://ko.anotepad.com/note/read/i2fj7bca
https://medium.com/@1kelly76/%EB%B9%84%EC%95%84%EA%B7%B8%EB%9D%BC-%EA%B5%AC%EB%A7%A4%EC%99%80-%EC%82%AC%EC%9A%A9-%EC%8B%9C-%ED%94%BC%ED%95%B4%EC%95%BC-%ED%95%A0-%EC%8B%A4%EC%88%98-2f8d1110324c
https://hallbook.com.br/blogs/278113/%EB%B9%84%EC%95%84%EA%B7%B8%EB%9D%BC-%EA%B5%AC%EB%A7%A4-%EC%98%A4%ED%94%84%EB%9D%BC%EC%9D%B8-%EC%95%BD%EA%B5%AD%EA%B3%BC-%EC%98%A8%EB%9D%BC%EC%9D%B8-%EC%87%BC%ED%95%91%EC%9D%98-%EC%9E%A5%EB%8B%A8%EC%A0%90
https://naveridbuy.blogspot.com/2024/07/2.html
https://hallbook.com.br/blogs/295250/%EB%B0%9C%EA%B8%B0%EB%B6%80%EC%A0%84%EA%B3%BC-%EC%A1%B0%EB%A3%A8-%EC%9E%90%EC%97%B0-%EC%B9%98%EB%A3%8C%EC%99%80-%EC%9D%98%ED%95%99%EC%A0%81-%EC%A0%91%EA%B7%BC%EB%B2%95-%EB%B9%84%EA%B5%90
70918248
References:
steriod Abuse
70918248
References:
steriod Abuse